КАК ПРАВИЛЬНО ПАЯТЬ? ПАЙКА ДЛЯ НАЧИНАЮЩИХ
ТЕОРЕТИЧЕСКАЯ СУТЬ ПРОЦЕССА ПАЙКИ
Чтобы научиться, что-либо чинить или ремонтировать, очень полезно понимать базовую (физическую) основу той или иной работы. В чем состоит суть пайки, как процесса? Если обратиться к физике, то можно сказать, что во время пайки мы используем способность одного металла, который находится в расплавленном виде, растекаться по поверхности другого металла. Соединенные пайкой детали обволакиваются слоем припоя и остаются неподвижно соединенными после его застывания.
При пайке для нас наиболее важны два параметра: прочность спаянного соединения и проводимость спаянного соединения. Как правило, эти два параметра пропорциональны – чем прочнее и плотнее схвачены детали, тем больше между ними проводимость. Но следует помнить, что используемый припой имеет высокое удельное сопротивление, поэтому его слой должен быть, как можно тоньше, а вот укрывистость наоборот, как можно больше.
Возможность пайки определяется двумя основными условиями:
· Чистота деталей в месте спаивания. Соединение припоя происходит на атомном уровне, а присутствие даже самой малейшей оксидной пленки или загрязнения сделает надежное соединение невозможным.
· Температура плавления припоя должна быть ниже температуры плавления спаиваемых деталей. Вроде бы это само собой разумеется, но существуют и припои температура плавления, которых выше чем у алюминия.
ИНСТРУМЕНТ И РАСХОДНИКИ ДЛЯ ПАЙКИ

ФЛЮСЫ. Опытные мастера говорят, что правильный выбор припоя и флюса – это уже половина успеха при пайке. Сфера применения флюсов, как правило, подробно описывается на упаковке. Имеются и универсальные флюсы, которые подойдут для большинства случаев.
Флюс применяется для протравливания деталей, для снятия оксидной пленки и защиты металла от коррозии. Покрывая поверхность флюсом, вы очищаете ее и даете возможность олову растекаться по ней и смачивать ее.
Условно флюсы принято делить на два типа.
· Активные флюсы, сделанные на основе кислот, как правило, хлорной или соляной, могут паять почти что угодно. Основным их недостатком является необходимость смывки флюса сразу же после пайки. Это необходимо делать, потому что остатки кислоты вызывают сильную коррозию, а кроме того кислоты сами по себе являются проводниками и могут вызвать замыкание.
· Второй тип флюса – это флюсы, созданные на базе канифоли, которую используют и в чистом виде. Канифоль менее эффективна при пайке стальных деталей, но хороша для пайки цветных металлов и сплавов. Канифоль также требует смывки, так как со временем тоже способствует коррозии, а кроме того со временем же становится проводимой, вбирая в себя влагу из окружающей среды.

ПРИПОЙ. Чаще всего используют свинцово-оловянные припои под маркой ПОС. В маркировке припоя цифра после букв означает содержание в припое олова. Чем больше олова, тем выше механическая прочность соединения, а также его электропроводность. Кроме того, при большом содержании олова температура плавления припоя ниже. Зачем же в припое свинец? Свинец способствует нормализации застывания, без свинца олово может растрескаться или покрываться иглами.
Выделяют и специальные типы припоев. Например, бессвинцовые (марка БП). В таких припоях свинец заменен на индий или цинк. Эти припои не токсичны за счет отсутствия свинца, но имеют более высокую температуру плавления. Кроме того, такие припои дают более прочное более устойчивое к коррозии соединение. Также можно выделить специальные легкоплавкие припои, которые растекаются уже при температуру 90-100 градусов C. Эти припои используются при пайке деталей чувствительных к высоким температурам, например, в радиоаппаратуре. К таким специальным легкоплавким припоям относят сплавы Вуда и Розе.

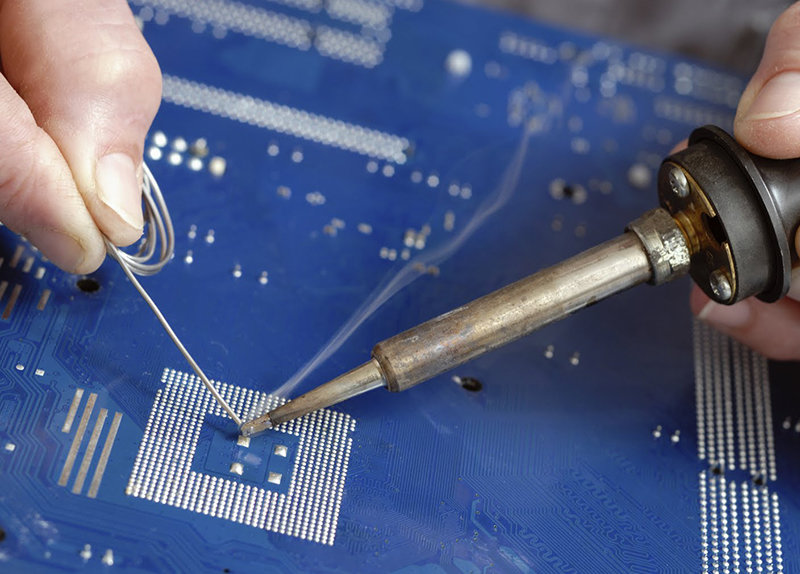
ПАЯЛЬНИК. Паяльники различают по типу питания: сетевые и паяльные станции. Сетевые паяльники питаются от сети 220В. Они хороши для пайки проводов и массивных деталей за счет своей большой мощности. Большая мощность обеспечивает качественный и глубокий прогрев детали. Главным недостатком сетевого паяльника является неудобство работы с ним: он тяжеловат, жало располагается далеко от рукоятки. Выполнять тонкие работы таким паяльником неудобно и затруднительно.
В паяльных станциях используется термоконтроль для поддержки стабильного уровня температуры. Это маломощные паяльники, как правило, не более 40 Вт. Таким паяльником можно работать с мелкими деталями и деталями чувствительными к перегреву.

ЖАЛА ПАЯЛЬНИКА. Жала различают по форме: шиловидное (универсальное), лопаточка, тупой конус, скос и др. Выбирая форму жала важно добиться максимальной площади соприкосновения со спаиваемыми деталями. Это даст мощный, но непродолжительный нагрев.
Практически все жала изготавливаются из меди. Но жала могут быть с покрытием или без него. Жала с покрытием из хрома или никеля очень долговечные, но хуже смачиваются припоем, а также требуют бережного к ним отношения. Чистят такие жала с помощью латунной стружки или вискозной губки. Жала без покрытия – это по сути расходный материал. Жало со временем покрывается окислами, припой перестает к нему прилипать, и рабочая кромка нуждается в зачистке и лужении. В результате использования такое жало очень быстро стачивается.
Это наиболее простой вид пайки и выполнить его достаточно просто. Залуживаем провода. Концы проводов опускаем в раствор флюса. Затем смачиваем жало паяльника во флюсе и проводим эти жалом по концам проводов. Излишки расплавленного припоя стряхиваем. После лужения формируем скрутку и тщательно прогреваем, наносим припой в небольшом количестве, заполнением им пространство между жилами проводов.
Можно использовать и другой способ. Перед скручиванием провода смачивают флюсом, а пайку производят без предварительного лужения. Этот способ особенно часто используется при пайке многопроволочных жил.