Условия работы детали в узле.
Таб. 1
| Нагруженность детали | Вид смазки | Вид трения, изнашивание | t° различия | Агрессивность среды |
| Ударные, вибрационные знакопеременные нагрузки. Скручивание, изгиб. | Моторное масло, масляная ванная. | Трение скольжения и качения. | Различные от 30° С до90° С | Воздействие ГСМ, картерных газов. |
Причины появления основных дефектов детали в процессе эксплуатации. Карта технических условий на дефектацию детали.
Таб. 2
| Дефект | Способ устранения | Номер операции | Наименование операции, содержание переходов | Установочная база |
| Износ коренных шеек более Ø49,75 мм | Нанесение наплавочной проволоки. | Шлифование Наплавка Шлифование Полировка | Наружные цилиндрические поверхности | |
| Износ диаметра под сальник более Ø79,8мм | Нанесение гальванического покрытия (хромирование) | Шлифование Хромирование Полировка | Наружная цилиндрическая поверхность |
Ремонтный чертеж (эскиз).
Рис. 1
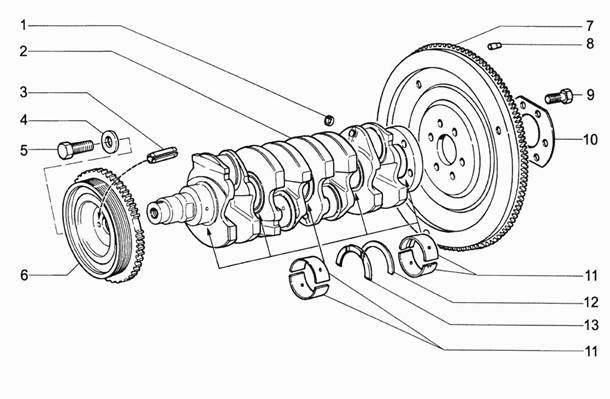
1.Заглушка 10 чашечная
2.Вал коленчатый
3.Штифт
4.Шайба
5.Болт
6.Демпфер
7.Маховик
8.Штифт установочный
9.Болт самоблокирующий
10.Шайба болтов
11.Комплект коренных вкладышей
12.Полукольцо
13.Полукольцо
Разработка маршрута ремонта детали, выбор режущего и измерительного инструмента.
Таб. 3
| № | Операция | Оборудование | Приспособление. | Рабочий инст-т | Материальный инструмент. | Разряд работ. |
| Шлифование | Станок шлифовальный 3М131 | Патрон4-х кулачковый люнет | Круг ПВД 24 А40НСМК8 | Микро-метр МК0-300, 0,01 (ГОСТ6507-81) | ||
| Наплавка с последующей закалкой ТВЧ | Установка «Ремдеталь» 011-1-02 и ОКС-12296-ГОСНИТИ | Наплавочное устройство проволоки Нп-30ХГСА | Микрометр МК 0-300, 0,01 (ГОСТ6507-81) | |||
| Шлифование | Станок шлифовальный 3М131 | Патрон 4-х кулачковый люнет | Круг ПВД 24 А40НСМК8 | Микрометр МК0-300, 0,01 (ГОСТ6507-81) | ||
| Гальваника с последующейполировкой | Ванна для хромирования | Устройство подвесное | Паста ГОИ | |||
| Контрольная | Стол контролера | Призмы для проверки коленчатых валов | Скоба Индика Торная (ГОСТ11098- -75) |
Разработка операций.
Таб. 4
| № | Дефект | Способ ремонта | № операции | Операция | Краткое содержание операции |
| Износ коренных шеек более 49,75мм | Нанесение наплавочной проволки Нп-30ХГСА | Шлифование | Шлифовать шейку до Ø48,33мм | ||
| Наплавка с последующей закалкой шеек ТВЧ | Нанесение слоя металла на шейку до 51,79мм | ||||
| Шлифование | Шлифовать шейку до 50,3мм | ||||
| Полировка (3…5мин) | Пастой ГОИ рабочего чертежа до Ø50,27(2рем) | ||||
| Контрольная | Измерить Ø Шейки Ø50,27мм Rа=0,25мкм | ||||
| Износ диаметра под сальник Ø79,8мм | Нанесение гальванического покрытия (хромирование) | Шлифование | Шлифовать шейку по всей пл-ди, Ø79,8мм | ||
| Хромирование | Нанесение слоя электро летического хрома толщиной 0,3мм на шейку до Ø80,1мм | ||||
| Полировка | Пастой ГОИ 3…5мин до Ø80мм | ||||
| Контрольная | ИзмеритьØ под сальник Ø80мм Rа=0,16мкм |
Размеры восстанавливаемых поверхностей, допуски на них и припуски на обработку.
Требуемая точность:
а) Коренных шеек – Ø50,27мм(2рем)
шероховатость Rа=0,25мкм
б)Диаметр под сальник- Ø80мм Rа=0,16мкм
Маршрут обработки:
а) Шлифовальная: шлифовать коренные шейки с последующей полировкой. Поверхность в размерØ50,27-1,52
б) Хромирование: нанесение толщины хрома 0,3мм с последующей полировкой 3…5мин. Поверхность в размерØ80-0,2
Режимы работы технологического оборудования и нормы времени на выполнение каждой операции.
А) Шлифование
1. Поперечная подача на один оборот детали
S = β · Воб/мин
β = 0,55
В = 63мин
S = 35об/мин
2. Скорость вращения обрабатываемой детали
Vd = (Сν · Dķ) /(Тм · tх · βу)
С = 0,27
ķ = 0,3
х = 1
у = 1
м = 0,5
Т = 10мин
t = 1,5мм – глубина шлифования
Vd =(0,27 · 51,790,3)/(100,5 · 1,51 · 0,551) =47,6м/мин
n = (1000 · Vd) /(П · D) = (1000 · 47.6)/ (3,14 · 51,79) = 374об/мин
3. Эффективная мощность при шлифовании
Nэ = Сn · Vdn · tх · Sу · Dq
Сn = 1,4 х =0,85 q = 0
n = 0,75 у = 0,7
Nэ = 1,4 · 47,60,75 · 1,50,85 · 350,7 · 51,790 = 0,3 кВт
4. Мощность двигателя станка
Мд =7,5 кВт
КПД = 0,8
Мощность на шпинделе Nшп = 6 кВт
Nшп > Nэ
Основное время
То = (2Ĺ / n · S) · í · К
Ĺ = 49мм
í = число проходов í = в / t = 0,25/0,01 = 25
К = 1,7 – корректирующий коэффициент.
То = (2 · 49 / 374 · 35) · 25 · 1,7 = 0,3мин
Вспомогательное время
Твс = 0,42мин
Оперативное время
Топ = То + Твс = 0,3 + 0,42 = 0,72мин
Подготовительно – заключительное время
Тпз = Тпз1 + Тпз2 = 10 + 6 = 16мин
Тпз1 = 10мин – установка в самоцентрирующемся патроне
Тпз2 = 6мин - замена круга
Время на обслуживание рабочего места
Торм = Топ · Аобс/100 = 0,72 · 0,06 = 0,04мин Аобс = 6%
Штучное время.
Тшт = Топ + Торм = 0,72 + 0,04 = 0,76мин
Б) Хромирование
| Протирка ветошью | 0,45мин |
| Зачистка покрывающих поверхностей наждачной бумагой | 0,55мин |
| Смонтировать деталь на подвеску | 0,7мин |
| Изоляция поверхностей не подвергающихся покрытию | 0,6мин |
| Загрузка | |
| Покрытие | 0,2мин |
| Выгрузка | 0,2мин |
| Промывка | 0,4мин |
| Сушка | 0,78мин |
| Снятие с подвески | 0,2мин |
| Снятие изоляции | 0,48мин |
1. Основное время
То = (Б · у · 1000 · 60) /(ДК · С · г/те)
Б – толщина слоя – 0,3мм=0,03см
у – плотность покрытия – 6,9г/см3
С – электрохимический эквивалент – 0,324г/Ач
ДК – плотность тока – 50-75
г/те – выход металла по току – 15%
То = (0,03 · 6,9 · 1000 · 60)/(75 · 0,324 · 15%) = 34мин
2. Тв = 4,45мин – вспомогательное время
3. Оперативное время
Топ = То + Тв = 34 + 4,45 = 38,45мин
4. Дополнительное время
Тдоп = 38,45 · 0,5% / 100% = 0,19мин
5.Предварительно-заключительное время.
Тпз = 16мин
6. Штучное время
Тш = (То + Тв) · Кí / Пд · К4
К4 – коэффициент использования ванн – 0,8
Пд – количество деталей – 1
Кí – коэффициент подготовки закл. Работ – 1,16
Тш = (34 + 4,45) · 1,16 / 1 · 0,8 = 55,8мин
В) Наплавочная
1. Скорость подачи (S). S = 2,4 мм/об
2. Частота вращения детали (n)
N =1000 · Vн / ПD =6,1 об/мин.
D =51,79 мм – диаметр детали после наплавки
Vн – скорость наплавки
3. Скорость наплавки.
Vн = (0,785 · d2 · Vпр · к · а)/(t · S) = 1м/мин.
D = 2мм – диаметр проволоки Нп-30ХГСА
S = 2,4 подача проволоки на 1 оборот детали.
T =2,5мм – толщина наплавочного слоя.
к = 0,9 – коэффициент нанесения металла на поверхность
а = 0,99 – коэффициент неполноты наплавочного слоя.
Vпр = 2,04м/мин – скорость подачи проволоки.
4.Qрм – объем расплавления металла
Qрм = Gрм /6,4см3/мин = 8,5гр/см2
Gрм – масса расплавленного металла
Gрм = 54,4г/мин.
5.Сила тока(I)
I = 0,785 · d2 · Да = 251,2А.
Да = 80А/мм2 – плотность тока
d – диаметр проволоки.
6. Число проходов í = 1
1. Вспомогательное время (Тв).Тв = 1мин.
2. Основное время (Тосн)
Тосн =L · í / n · S = 13,3 / 200 · 2,42 = 0,02
3Оперативное время(Топ). Топ = 0,02 + 1 = 1,02мин.
4. Дополнительное время (Тдоп). Тдоп = (Топ · 15%) / 100 =0,15мин
5. Подготовительно-заключительное время(Тпз)
Тпз = 25/1 = 25мин
6.Штучное время
Тш = Тосн +Тв (Тпз/П) = 2.31мин
Г) Контрольная
1. Вспомогательное время (Тв)
Тв = 0,8мин, Тпоп = 0,2мин
2. Оперативное время. (Топ)
Топ = Тв + Тпоп
Тпоп = 0,8 + 0,2 =1 мин
3. Дополнительное время, (Тдоп)
Тдоп = Топ ·6% / 100% = 1 · 6 / 100 = 0,06мин
4.Подготовительно- заключительное время (Тпз)
Тпз = 4мин.
5.Штучное время (Тшт)
Тшт = Тв + Топ + Тдоп = 1,06
Список литературы
1. Б.А.Малышев. Справочник технолога авторемонтного производства.М; Транспорт, 1982-431с
2. С.И.Румянцев. Ремонт автомобилей и двигателей.М; Транспорт, 1988-327с.
3. В.Е.Канорчук. Восстановление автомобильных двигателей: Технология и оборудование.М: Транспорт, 1985-303с.
4. А.Г.Косилова. Справочник технолога-машиностроителя в 2-х томах. М: Машиностроение, 1986-496с.280с
5. В.А.Аршинов. Резание металлов и режущий инструментМ; Машиностроение 1968-500с.
6. А.К.Горошкин. Приспособления для металлорежущих станков.М;Машиностроение 1979-303с
7. И.Е.Дюмин, Г.Г.Трегуб Ремонт автомобилей. Транспорт 1999-280с.
8. А.А.Панов справочник технолога.М; Машиностроение 1988-736с
9. В.С.Стародубцева Сборник задач по техническим нормам в машиностроении.М; Машиностроение.1974-272с.