Электроконтактная (далее – контактная) сварка относится к термомеханическому классу, сварное соединение образуется при одновременном действии теплоты и давления. При контактной сварке производится кратковременный нагрев места соединения без оплавления или с оплавлением и осадка разогретых заготовок. Нагрев места соединения производится электрическим током, проходящим по свариваемым заготовкам. Наибольшее количество тепла выделяется в месте контакта заготовок, которое имеет наибольшее электросопротивление. Сварка выполняется на специальных машинах контактной сварки. Контактная сварка имеет три основных разновидности: стыковую, точечную и шовную (роликовую)
Основными параметрами контактной сварки являются время протекания тока, ток или плотность тока, усилие или давление. Их конкретная величина зависит от свойств материалов свариваемых заготовок: электропроводности, теплопроводности, теплоёмкости, термического влияния на структуру и свойства материалов. Различают мягкие и жёсткие режимы контактной сварки. Мягкие режимы точечной сварки, например, характеризуются следующими значениями: время протекания тока 0,5…3 с, плотность тока 80…160 А/мм2, давление 15…40 МПа, а жёсткие режимы соответственно 0,001…0,01 с, 120…360 А/мм2, 40…450 МПа.
При стыковой сварке (рис. 25) заготовки соединяются по всей поверхности соприкосновения.
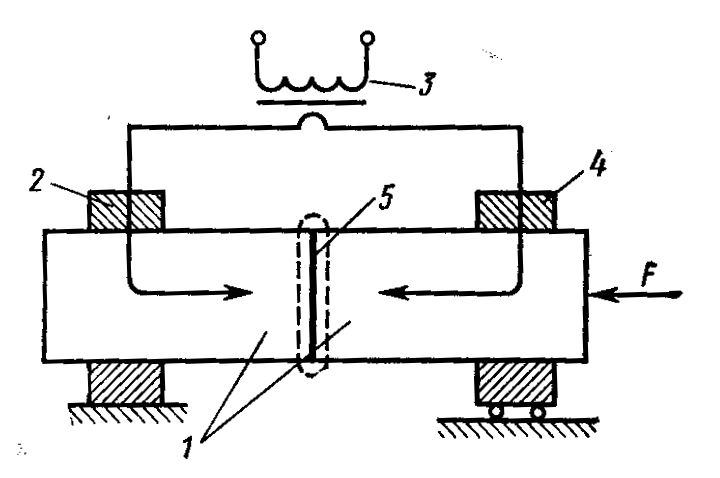
Рис.25. Схема стыковой сварки.
1 – заготовки, 2 – неподвижный зажим, 3 – транформатор, 4 – подвижный зажим, 5 – сварной шов.
Стыковая сварка имеет две технологических разновидности: сварка сопротивлением и сварка оплавлением. Сварка сопротивлением применяется для заготовок с небольшими точно обработанными чистыми поверхностями соединения, с площадью до 100 мм2.
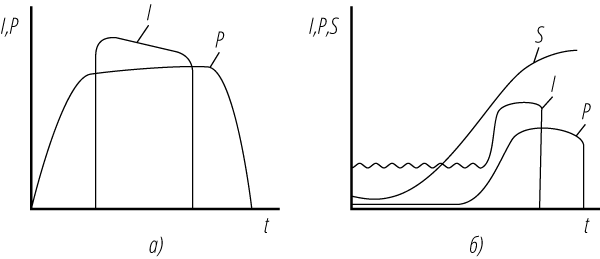
Рис.26. Циклы стыковой сварки а) сопротивлением, б) оплавлением.
I – ток, Р – усилие сжатия заготовок, S – перемещение заготовки, установленной в подвижном зажиме.
При сварке сопротивлением (рис. 26а) установленные в зажимы машины стыковой сварки заготовки сначала сжимаются, затем на определённое время включается ток, нагревающий место стыка до пластического состояния, после чего производится осадка без увеличения усилия или с увеличенным усилием.
При сварке оплавлением (рис. 26б) между заготовками, установленными в зажимы машины, оставляют зазор, подключают напряжение и равномерно сближают заготовки под напряжением. Соприкосновение происходит по небольшим наиболее выступающим участкам поверхностей стыка, через них проходит ток большой плотности, приводящий к расплавлению металла выступов и выбрасыванию его из зазора под действием магнитного поля. Выступающими становятся другие участки, которые при непрерывном сближении тоже оплавляются и т.д. до оплавления всех поверхностей стыка. После этого производится осадка.
Сварка оплавлением позволяет выполнять соединение по большим поверхностям, по поверхностям сложной формы, без тщательной подготовки стыка, заготовок из разнородных металлов.
Примеры заготовок, соединяемых стыковой сваркой, показаны на рис.27.
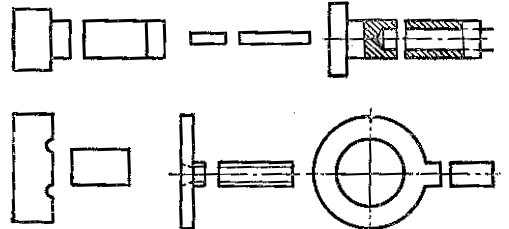
Рис. 27. Заготовки для стыковой сварки.
Точечной сваркой соединяют внахлёстку заготовки обычно толщиной 0,5…8 мм.
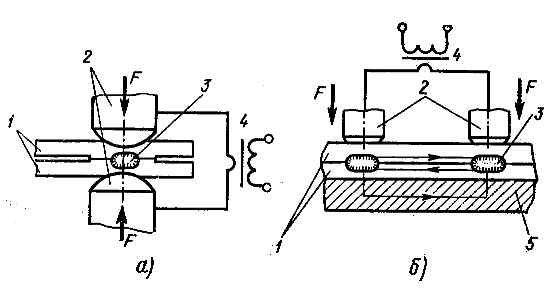
Рис. 28. Схемы точечной сварки, а) двусторонней, б) односторонней.
1 – заготовки, 2 – электроды, 3 – сварная точка, 4 – трансформатор, 5 – медная подкладка.
Материал электродов для точечной сварки выбирается так, чтобы сопротивление их контакта с заготовками было по возможности минимальным. При двусторонней точечной сварке (рис. 28а) заготовки сжимаются между стержневыми электродами, и включается электрический ток. При прохождении тока через заготовки больше всего нагревается контакт между заготовками, имеющий наибольшее сопротивление. Металл в окрестности этого контакта расплавляется, а после выключения тока затвердевает, образуя сварную точку. Затвердевание происходит при сохраняющемся или увеличенном давлении электродов, что препятствует образованию пор и трещин. Графическое представление процесса на рис. 29.
При односторонней сварке (рис. 28б) электроды контактируют с верхней заготовкой, ток проходит по нижней и верхней заготовкам, причём через места, где должны быть сварные точки, проходит ток только нижней заготовки. Для увеличения этого тока нижнюю заготовку помещают на медную подкладку.
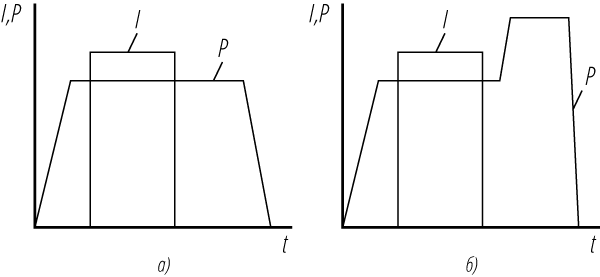
Рис. 29. Циклы точечной сварки
а) без увеличения давления, б) с увеличением давления. I – ток, Р – усилие сжатия.
Точечную сварку широко используют при производстве самых разнообразных изделий из листа и проволоки: посуды, автомобильных кузовов, строительных сеток и др. Примеры изделий показаны на рис. 30.
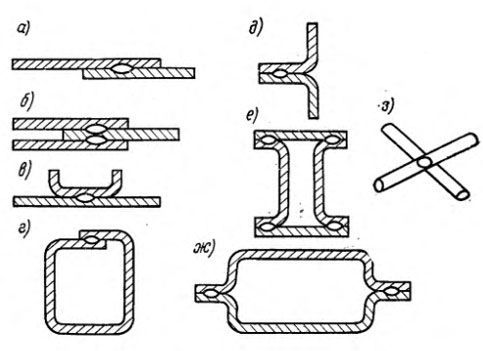
Рис.30. Примеры применения точечной сварки.
Разновидностью точечной сварки является рельефная сварка (рис. 31).
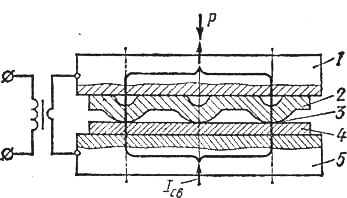
Рис. 31. Схема рельефной сварки.
1, 5 – плоские электроды, 2, 3 – заготовки, 3 – место контакта.
При рельефной сварке получают одновременно большое количество точек, но чем больше точек, тем больше потребляемая мощность.
Шовная сварка (рис. 32) обеспечивает получение нахлёсточных соединений при движении заготовок между вращающимися роликами, сжимающими заготовки и служащими электродами. Можно выполнять непрерывные и прерывистые швы. Циклограмма получения непрерывного шва показана на рис 33а. В этом случае при постоянном подводе тока к роликам отдельные сварные точки сливаются в сплошной шов. Такая сварка используется при изготовлении герметичных изделий – баков, бочек, труб, сильфонов и др.
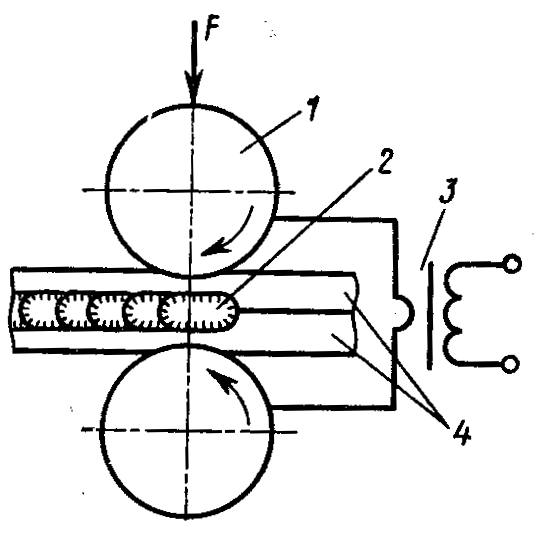
Рис. 32. Схема шовной сварки.
1 – роликовые электроды, 2 – сварная точка, 3 – трансформатор, 4 – заготовки.
Если герметичность не требуется, и для обеспечения требуемой прочности сплошной шов не нужен, используется цикл сварки с прерывистой подачей тока (рис. 33б), вследствие чего и получается прерывистый шов.
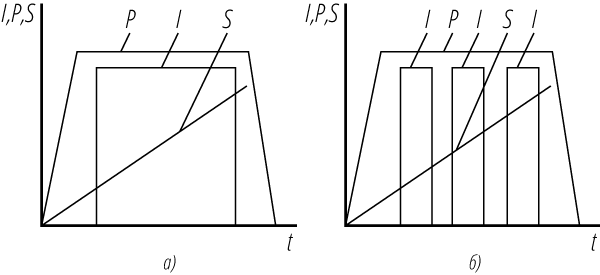
Рис. 33. Циклы шовной сварки.
I – ток, Р – усилие сжатия заготовок, S – перемещение заготовок.
Шовная сварка аналогично точечной может быть и односторонней также с использованием медных подкладок.