Характерные для высоколегированных сталей теплофизические свойства определяют некоторые особенности их сварки. Пониженный коэффициент теплопроводности по сравнению с углеродистыми сталями, увеличивает глубину проплавления основного металла, а с учетом повышенного коэффициента теплового расширения возрастает и коробление изделий. Поэтому для уменьшения коробления изделий из высоколегированных сталей следует применять способы и режимы сварки, характеризующиеся максимальной концентрацией тепловой энергии.
Примерно в 5 раз более высокое, чем у углеродистых сталей, удельное электросопротивление обусловливает больший разогрев сварочной проволоки в вылете электрода или металлического стержня электрода для РДС. При полу- и автоматической сварке следует уменьшать вылет электрода и повышать скорость его подачи. При РДС уменьшают длину электродов и допустимую плотность сварочного тока.
Одна из основных трудностей при сварке рассматриваемых сталей и сплавов – предупреждение образования в швах и околошовной зоне горячих трещин. Предупреждение образования этих дефектов достигается:
1) ограничением (особенно при сварке глубоко аустенитных сталей) в основном и наплавленном металлах содержания вредных (серы, фосфора), а также газов – кислорода и водорода. Использовать сварочные материалы с минимальным содержанием названных примесей. При ручной сварке покрытыми электродами следует поддерживать короткую дугу и сварку вести без поперечных колебаний. При сварке в защитных газах, предупреждая подсос воздуха, следует поддерживать коротким вылет электрода и выбирать оптимальными скорость сварки и расход защитных газов. Необходимо также принимать меры к удалению влаги из флюса и покрытия электродов, обеспечивая их необходимую прокалку. Для сварки рекомендуется использовать неокислительные флюсы (фторидные) и основные покрытия электродов (фтористокальциевые).
2) получением такого химического состава металла шва, который обеспечил бы в нем двухфазную структуру, а также аустенитной структуры с мелкодисперсными карбидами и интерметаллидами. Благоприятно и легирование швов повышенным количеством молибдена, марганца и вольфрама, подавляющих процесс образования горячих трещин. Азот – сильный аустенитизатор, способствует измельчению структуры за счет увеличения центров кристаллизации в виде тугоплавких нитридов. Поэтому азотизация металла шва способствует повышению их стойкости против горячих трещин.
3) применением технологических приемов, направленных на изменение формы сварочной ванны и направления роста кристаллов аустенита. Действие растягивающих сил, перпендикулярное направлению роста столбчатых кристаллов, увеличивает вероятность образования горячих трещин. При механизированных способах сварки тонкими электродными проволоками применение поперечные колебания электрода позволяет уменьшить его склонность к горячим трещинам.
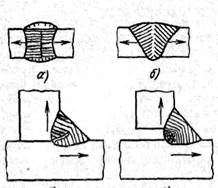
Влияние направления роста кристаллитов на вероятность
образования в швах горячих трещин
4) уменьшением силового фактора, возникающего в результате термического цикла сварки, усадочных деформаций в жесткости закрепления свариваемых кромок. Снижение его действия достигается ограничением силы сварочного тока, заполнением разделки швами небольшого сечения и применением соответствующих конструкций разделок.
Кроме перечисленных общих особенностей сварки высоколегированных сталей и сплавов, есть специфические особенности, определяемые их служебным назначением. Так при сварке жаропрочных и жаростойких сталей обеспечение требуемых свойств во многих случаях достигается термообработкой при температуре 1050-1110° С, снимающей остаточные сварочные напряжения, с последующим стабилизирующим отпуском при температуре 750-800° С. При невозможности термообработки сварку иногда выполняют с предварительным или сопутствующим подогревом до температуры 350-400° С. Обеспечение необходимой окалиностойкости достигается получением металла шва, по составу идентичного основному металлу. Это же требуется и для получения швов, стойких к общей жидкостной коррозии.
При сварке коррозионностойких сталей различными способами для предупреждения межкристаллитной коррозии не следует допускать повышения в металле шва содержания углерода за счет загрязнения им сварочных материалов, длительного и многократного пребывания металла сварного соединения в интервале критических температур. В связи с этим сварку необходимо выполнять при наименьшей погонной энергии, используя механизированные способы сварки, обеспечивающие непрерывность получения шва. Повторные возбуждения дуги при РДС, вызывая нежелательное тепловое действие на металл, могут вызвать появление склонности его к коррозии.
Шов, обращенный к агрессивной среде, по возможности следует сваривать в последнюю очередь, чтобы предупредить его повторный нагрев, последующие швы в многослойных швах – после полного охлаждения предыдущих. Следует принимать меры к ускоренному охлаждению швов. Брызги, попадающие на поверхность основного металла, могут быть впоследствии очагами коррозии. Следует тщательно удалять с поверхности швов остатка шлака и флюса, так как взаимодействие их в процессе эксплуатации с металлом может повести к коррозии или снижению местной жаростойкости.