ИРКУТСКИЙ НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Институт - авиамашиностроения и транспорта
Кафедра технологии и оборудования машиностроительных производств
Отчет по практической работе № 1
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОБРАБОТКИ ОТВЕРСТИЙ В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ И СМЕШАННЫХ ПАКЕТАХ НА ИХ ОСНОВЕ
Выполнила студентка группы ППТм-20-2 Завацкая Т.В.
Принял Иванов Ю.Н.
Иркутск 2022 г.
Практическое задание 1
Разработка технологического процесса обработки отверстий в композиционных материалах и смешанных пакетах на их основе
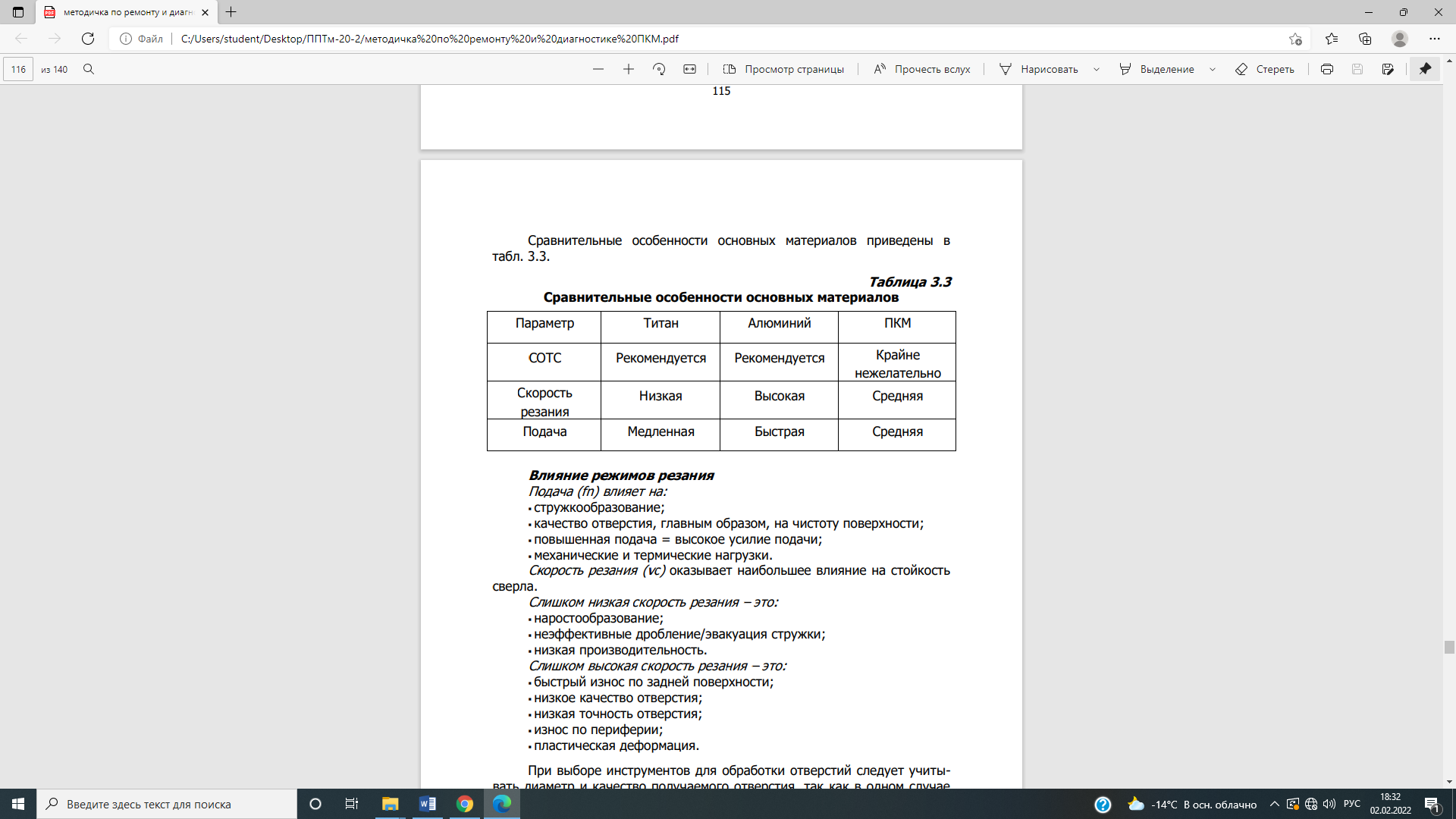
Влияние режимов резания
Подача (fn) влияет на:
стружкообразование;
качество отверстия, главным образом, на чистоту поверхности;
повышенная подача = высокое усилие подачи;
механические и термические нагрузки.
Скорость резания (vc) оказывает наибольшее влияние на стойкость
сверла.
Слишком низкая скорость резания – это:
наростообразование;
неэффективные дробление/эвакуация стружки;
низкая производительность.
Слишком высокая скорость резания – это:
быстрый износ по задней поверхности;
низкое качество отверстия;
низкая точность отверстия;
износ по периферии;
пластическая деформация.
Цель работы: Исходя из состава СП, качества получаемого отверстия и режущего инструмента необходимо: подобрать и обосновать режимы резания; рассчитать время обработки; проанализировать возможность сокращения номенклатуры инструмента при сохранении качества получаемого отверстия и влияние на себестоимость изделия; наметить пути повышения экономической эффективности.
Порядок выполнения работы
Согласно варианту, необходимо подобрать по всем приложенным каталогам: 1) оборудование для обработки (при выборе необходимо учитывать, метод закрепления инструмента в шпинделе, а также диаметры обрабатываемых отверстий на этом оборудовании);
2) режущий инструмент (необходимо подобрать, основываясь на требованиях к отверстию, материалах и тактико-технических характеристиках (ТТХ) оборудования из п. 1);
3) оптимальные режимы резания для обработки смешанного пакета, основываясь на материалах, входящих в СП, и диапазонах, указанных в каталогах к инструменту;
4) рассчитать машинное время и необходимость подачи СОТС; 5) проанализировать используемый инструмент на возможность снижения его номенклатуры и определить экономический эффект.
Содержание отчета
Отчет должен включать: описание выбранного оборудования и режущего инструмента; расчеты режимов резания (с указанием исходных диапазонов для каждого материала); расчет машинного времени, затрачиваемого на обработку отверстий; экономический эффект от замены инструмента (если возможно); расчеты машинного времени; выводы по результатам работы, по всем каталогам. Общие данные для всех вариантов
Толщины материалов: CFRP – 16 мм; Al – 8 мм; Ti – 6 мм
Расчеты
Расчет длины инструмента
Lмин = 74 + L1 + L2,
где 74 – постоянная величина, включающая перебег, зазоры и длину направляющей втулки СМАП, мм;
L1 – толщина обрабатываемого пакета, мм;
L2 – длина хвостовика, мм.
Выбор режущего инструмента (РИ) и оборудования
Если РИ имеет внутренние каналы для СОЖ, то его можно ставить в станок и СМАП, если внешний подвод СОЖ, то только в станок. Если необходимо подобрать набор инструмента, но в каталоге определенного производителя нет нужного инструмента (например, есть сверло, но нет развертки), то необходимо это указать и сослаться на РИ в каталоге другого производителя.
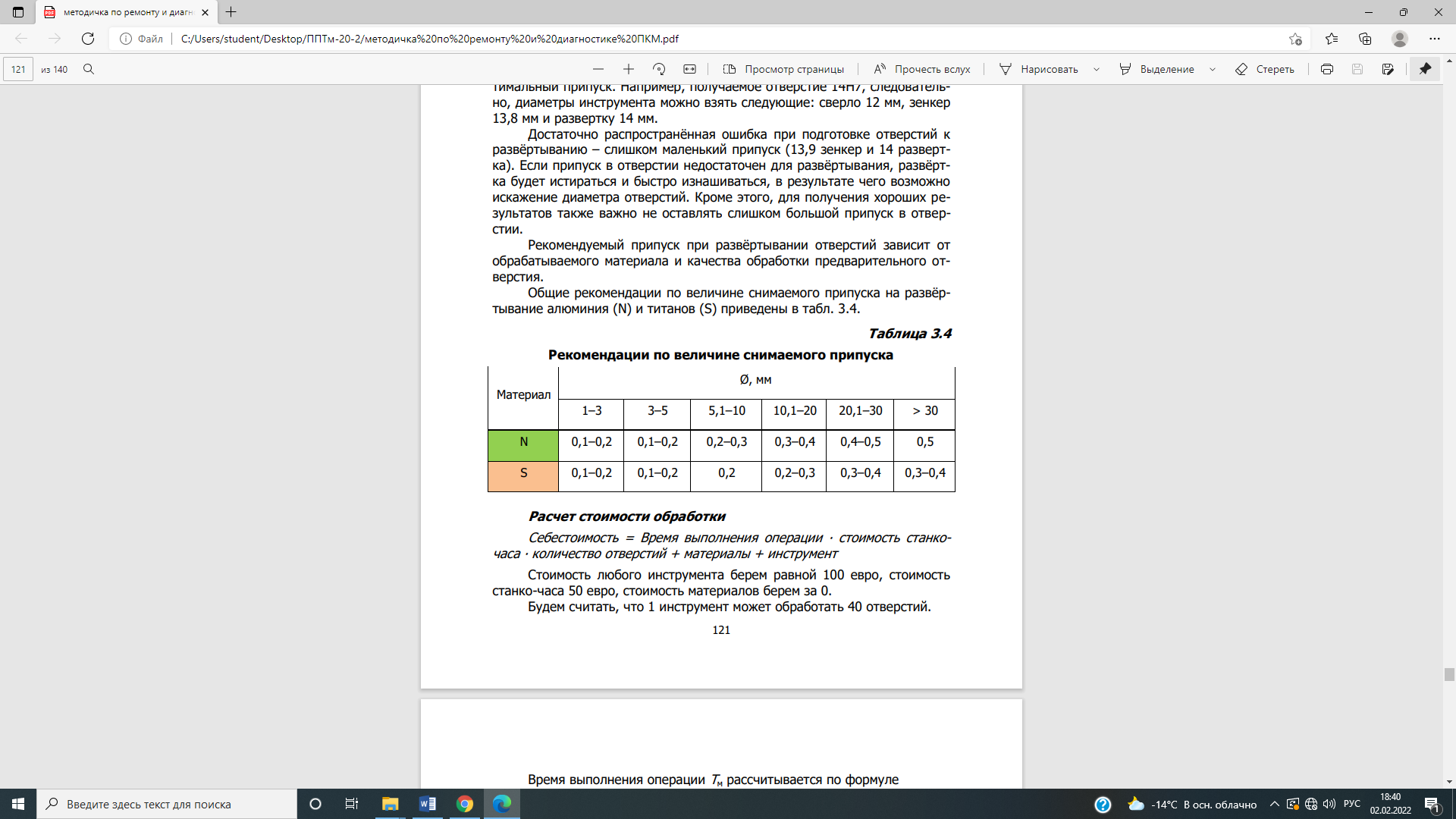
Общие рекомендации по величине снимаемого припуска на развёртывание алюминия (N) и титанов (S) приведены в табл. 2
Таблица 2
Расчет стоимости обработки
Себестоимость = Время выполнения операции ‧ стоимость станкочаса ‧ количество отверстий + материалы + инструмент
Стоимость любого инструмента берем равной 100 евро, стоимость станко-часа 50 евро, стоимость материалов берем за 0.
Будем считать, что 1 инструмент может обработать 40 отверстий.
122 Время выполнения операции Тм рассчитывается по формуле 𝑇𝑀 = 𝐿 𝑛∙𝑠, где L – общая длина прохода инструмента, мм;
п – число оборотов заготовки в мин;
s – подача, мм/об.
𝐿 = 𝑙 + 𝑙1 + 𝑙2, здесь L – длина обработанной поверхности, мм; L1 – величина врезания, мм; L2 – величина выхода (перебега) инструмента, мм.
Для примера возьмем сверло диаметром 12 мм и углепластик толщиной 16 мм, 281 об/мин и подачу 0,05 мм/об. L = 16 + 10 = 26 мм, где 16 – толщина материала, мм; 10 – зазор между втулкой СМАП и материалом + длина режущей части инструмента при выходе из отверстия.
Себестоимость = (0,031 ч ‧ 50 евро ‧ 40 отверстий) + 100 евро = = 161,68 евро за 40 отверстий и 4,04 евро за каждое.
Вариант 2

Для нашей задачи подходит станок средней мощности - Traub TNX 65/42 (рисунок 1).

Рисунок 1 – токарный станок Traub TNX 65/42
Его параметры:
· Мощность шпинделя: 24 [кВт]
· Скорость вращения шпинделя: 5.000 [об/мин]
· Макс. диаметр стержня: 65 [мм]
· Макс. диаметр патрона: 175 [мм]
· Мощность главного двигателя (кВт) 5,5
· Ход X/Z: 175/650 [мм]
Далее нам нужно выбрать РИ: с помощью сервиса https://www.walter-tools.com/ подбираем нужный нам инструмент по материалу и размерам.
1) Выбираем сверло с Ø11 (по чертежу Ø13Н9), лучший вариант по соотношению рабочая длина/цена/время – А1163-11. Его параметры представлены на рисунке 2.
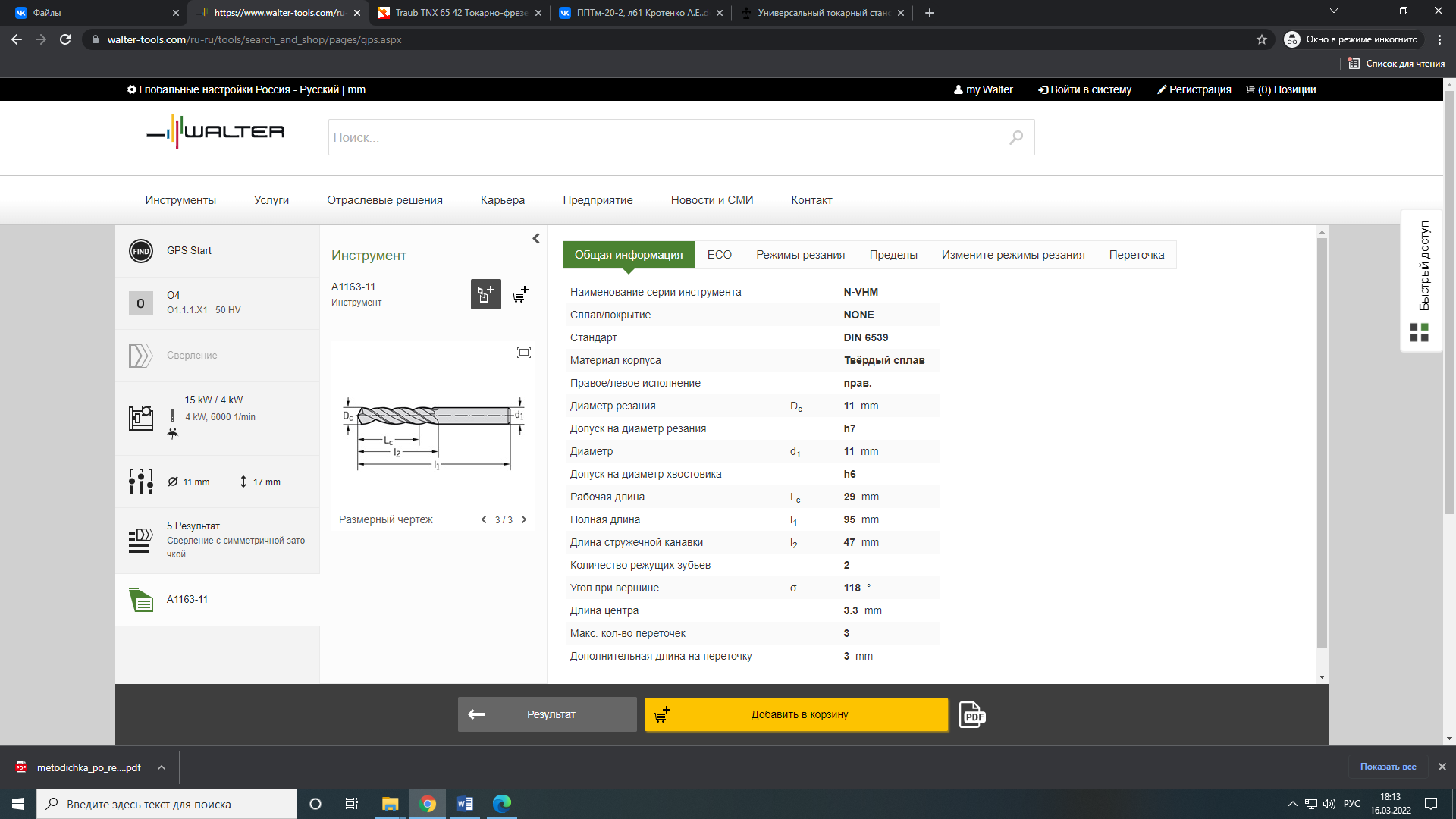
Рисунок 2 – параметры сверла А1163-11 для CFRP
Режимы резания для данного сверла представлены на рисунке 3.
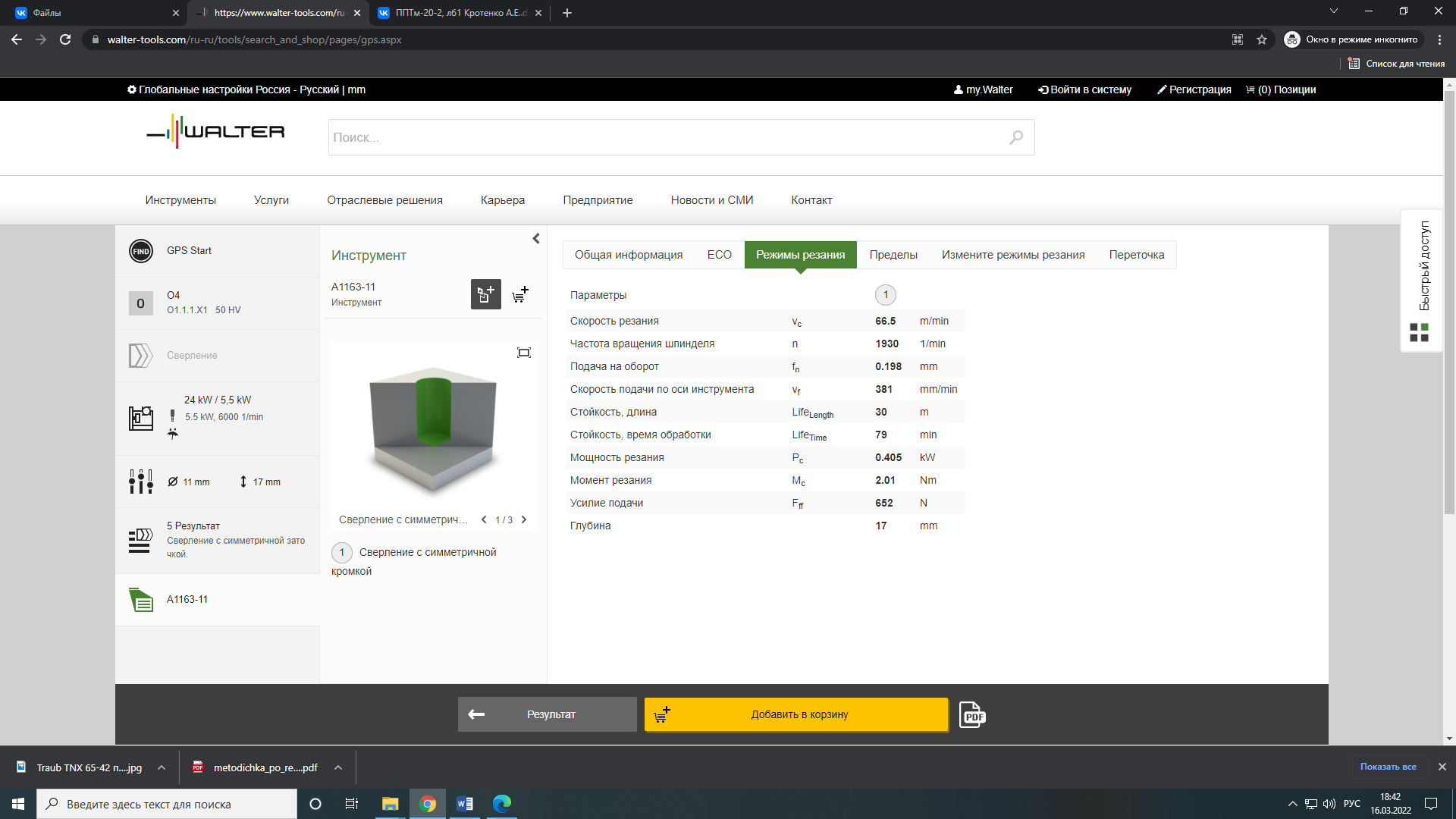
Рисунок 3 – режимы резания для сверления Ø11
 об/мин
об/мин
2) Зенкер E3111 DIN343 Ф12,75
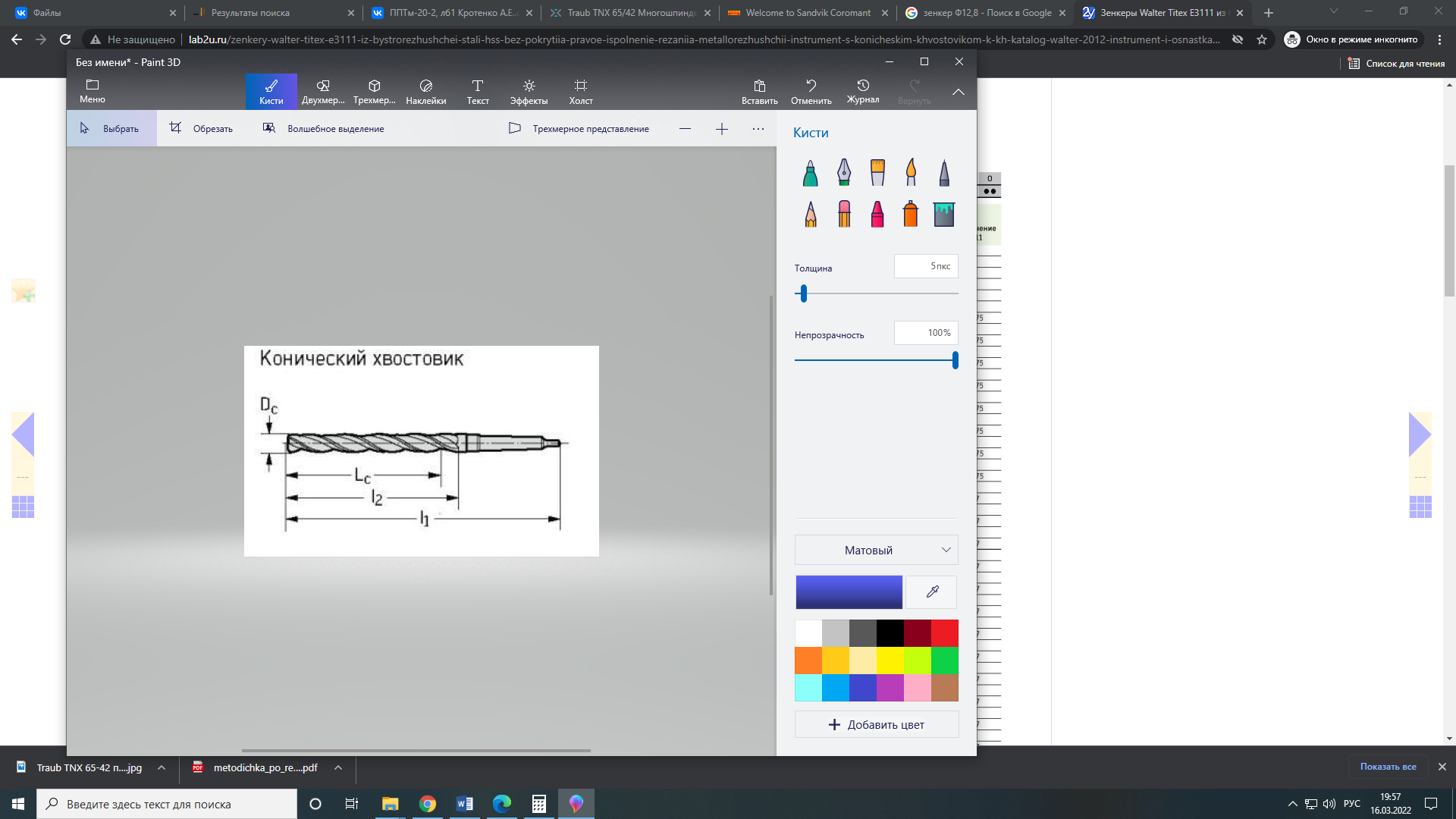
Рисунок 4 – внешний вид зенкера E3111 DIN343

Рисунок 5 – параметры зенкера E3111 DIN343
Vc = 32 м/мин
 799
799

 об/мин
об/мин
3) Развертка Ø13: F1352-13 (рисунок 6)

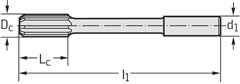
Рисунок 6 – внешний вид развертки F1352-13
| Dc | d1 | Lc | l1 | z |
Vc = 18 м/мин
Fn = 0,295 мм/об
Режимы резания представлены на рисунке 7.
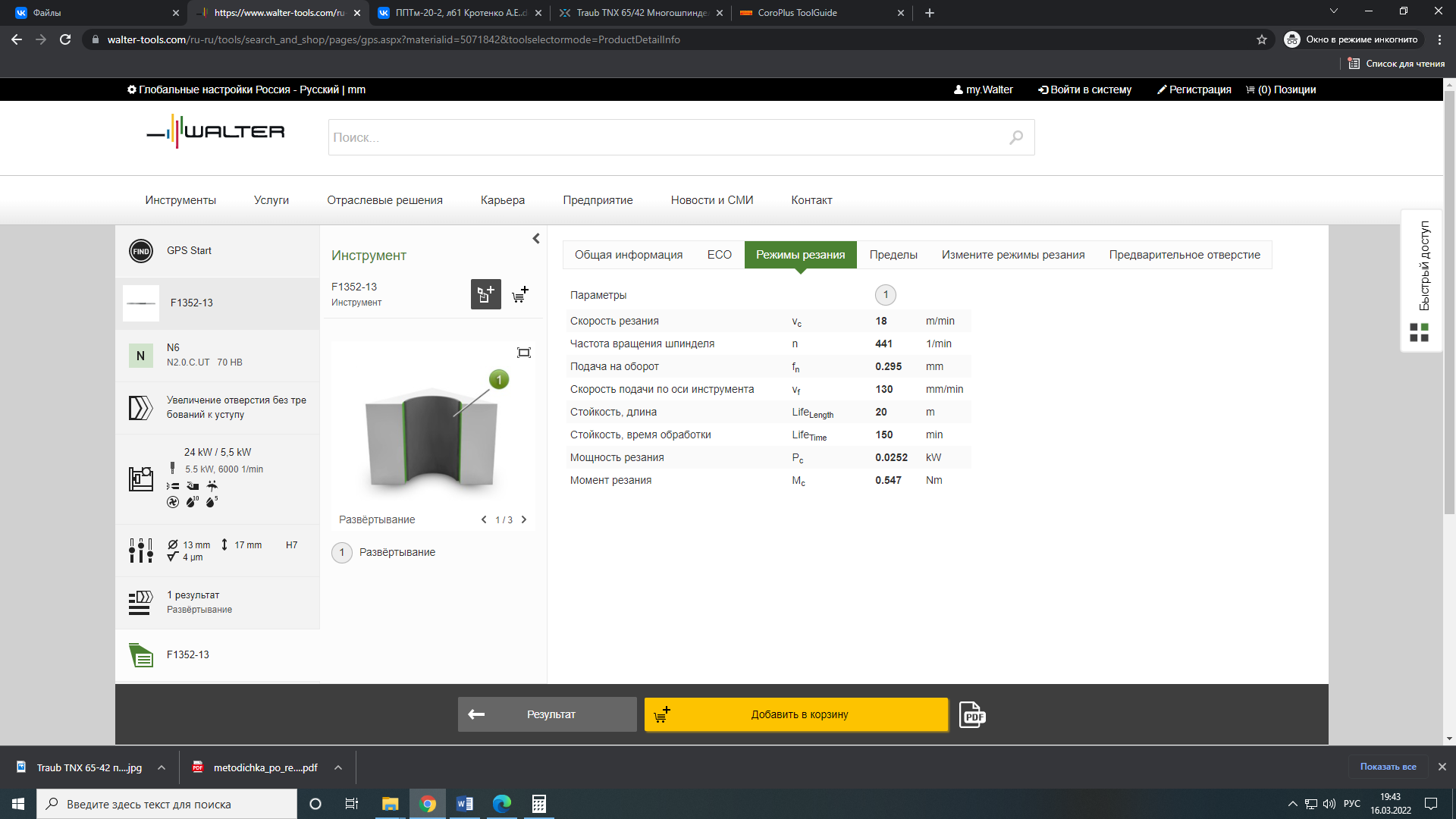
Рисунок 7 – режимы резания для развертывания Ø12,5
 об/мин
об/мин