Масса является обобщенной характеристикой качества технологического процесса изготовления отливок, а ее отклонения являются показателем отклонений размеров и плотности металла в отливках. Погрешности объема определяются отклонениями от норм линейных размеров, формы, расположения, шероховатости и неровности поверхностей. Погрешности плотности определяются типом сплава (отклонения по химическому составу) газонасыщенностью, характером кристаллизации, условиями питания и т.п.
Класс точности масс определяется по таблице 4.6. (ГОСТ Р 53464-2009 таблица Д.1)
Таблица 4.6
Классы точности массы отливок
| Технологический процесс литья | Номинальная масса отливки кг | Тип сплава | |||
| цветные легкие нетермообрабатываемые сплавы | Не ТО черные и цв.туго-плавкие сплавы и ТО цв. легкие сплавы | ТО чугунные и цв.туго-плавкие сплавы | ТО стальные сплавы | ||
| Класс точности массы отливки | |||||
| литье в ПГС сырые формы из низковлажных (до 2.8%) высокопрочных (более 160 кПа или 1.6 кг/см3) смесей, с высоким и однородным уплотнением до твердости не ниже 90 единиц Литье по газифицируемым моделям в песчаные формы. Литье в формы отверждаемые в контакте с холодной оснасткой. Литье под низким давлением и в кокиль с песчаными стержнями. Литье в облицованный кокиль | до 1 св. 1-10 св. 10-100 св. 100-1000 св. 1000-10000 св.10000-100000 | 4-11 5т-12 5-13т 6-13 7т-14 7-15 | 5т-12 5-13т 6-13 7т-14 7-15 8-15 | 5-13т 6-13 7т-14 7-15 8-15 9т-16 | 6-13 7т-14 7-15 8-15 9т-15 9-16 |
| литье в ПГС сырые формы из смесей с влажностью от 2.8 до 3.5% и прочностью от 120 до 60 кПа (от 1.2 до 1.6 кг/см3) со среднем уровнем уплотнения до твердости не ниже 80 единиц. Литье центробежное (внутренние поверхности) Литье в формы, отверждаемые в контакте с горячей оснасткой Вакуумно-пленочное литье | до 1 св. 1-10 св. 10-100 св. 100-1000 св. 1000-10000 св.10000-100000 | 5т-12 5-13т 6-13 7т-14 7-15 8-15 | 5-13т 6-13 7т-14 7-15 8-15 9т-16 | 6-13 7т-14 7-15 8-15 9т-16 9-16 | 7т-14 7-15 8-15 9т-15 9-16 10-16 |
| литье в песчано-глинистые сырые формы из смесей с влажностью от 3.5 до 4.5% и прочностью от 60 до120 кПа (от 0.6 до 1.2 кг/см3) со среднем уровнем уплотнения до твердости не ниже 70 единиц. Литье в формы, отверждаемые вне контакта с оснасткой без тепловой сушки Литье в формы из ЖСС Литье в ПГС подсушенные и сухие формы Литье в оболочковые формы из термореактивных смесей | до 1 св. 1-10 св. 10-100 св. 100-1000 св. 1000-10000 св.10000-100000 | 5-13т 6-13 7т-14 7-15 8-15 9т-16 | 6-13 7т-14 7-15 8-15 9т-16 10-16 | 7т-14 7-15 8-15 9т-16 9-16 10-16 | 7-15 8-15 9т-16 9-16 10-16 11т-16 |
| литье в песчано-глинистые сырые формы из высоко-влажных (более 4.5%) низко- прочных (до 60 кПа или 0.6 кг/см3) смесей с низким уровнем уплотнения до твердости ниже 70 единиц. | до 1 св. 1-10 св. 10-100 св. 100-1000 св. 1000-10000 св.10000-100000 | 6-13 7т-14 7-15 8-15 9т-16 9-16 10-16 | 7т-14 7-15 8-15 9т-16 9-16 10-16 11т-16 | 7-15 8-15 9т-16 9-16 10-16 11т-16 11-16 | 8-15 9т-16 9-16 10-16 11т-16 11-16 12-16 |
| Литье под давлением в металлические формы и по выжигаемым моделям с применением малотерморасширяющихся огнеупорных материалов-плавленого кварца, корунда и т.п. | до 1 св. 1-10 св. 10-100 | 1-7 2-8 3т-9т | 2-8 3т-9т 3-9 | 3т-9т 3-9 4-10 | 3-9 4-10 5т-11т |
| Литье по выжигаемым моделям с применением кварцевых огнеупорных материалов | до 1 св. 1-10 св. 10-100 | 2-9т 3т-9 3-10 | 3т-9 3-10 4-11т | 3-10 4-11т 5т-11 | 4-11т 5т-11 5-12 |
| Литье по выплавляемым моделям с применением кварцевых огнеупорных материалов | до 1 св. 1-10 св. 10-100 | 3т-9 3-10 4-11т | 3-10 4-11т 5т-11 | 4-11т 5т-11 5-12 | 5т-11 5-12 6-13т |
| литье под низким давлением и в кокиль без песчаных стержней | до 1 св. 1-10 св. 10-100 св. 100-1000 св. 1000-10000 | 3-10 4-11т 5т-11 5-12 6-13т | 4-11т 5т-11 5-12 6-13т 7-13 | 5т-11 5-12 6-13т 7т-13 7-14 | 5-12 6-13т 7т-13 7-14 8-15 |
4.6. Допуск смещения (Тсм)
Допуск смещения элемента отливки устанавливается по таблице 4.1 (ГОСТ Р 53464-2009 таблица 1) по плоскости разъема в диаметральном выражении – равен разности предельных отклонений положений частей элемента отливки, формируемых в разных полуформах от номинального положения (рис. 4.5).
Допуск смешения отливки по плоскости разъема в диаметральном выражении устанавливают на уровне класса размерной точности отливки по номинальному размеру наиболее тонкой из стенок отливки, выходящих на разъем или пересекающего его.
Наиболее характерным отклонением расположения в отливках является смещение по плоскости разъема.
Тсм=Dmax-Dmin
Рис. 4.5. Смещение по плоскости разъема отливки.
Таблица 4.7.
Допуски линейных размеров отливок (на сторону), мм (ГОСТ Р 53464-2009 таблица 1)
| Номиналь-ный размер, мм | Допуски размеров отливок, мм, не более, для класса точности | ||||||||||
| 3т | 5т | 7т | |||||||||
| до 4 4-6 7-10 11-16 17-25 26-40 40-63 64-100 101-160 161-250 251-400 401-630 631-1000 1001-1600 1601-2500 2501-4000 4001-6300 6301-10000 | 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.14 0.16 - - - - - - - - - | 0.08 0.09 0.10 0.11 0.12 0.14 0.16 0.18 0.20 - - - - - - - - - | 0.10 0.11 0.12 0.14 0.16 0.18 0.20 0.22 0.24 0.28 0.32 - - - - - - - | 0.12 0.14 0.16 0.18 0.20 0.22 0.24 0.28 0.32 0.36 0.40 - - - - - - - | 0.16 0.18 0.20 0.22 0.24 0.28 0.32 0.36 0.40 0.44 0.50 0.56 - - - - - - | 0.20 0.22 0.24 0.28 0.32 0.36 0.40 0.44 0.50 0.56 0.64 0.70 0.80 - - - - - | 0.24 0.28 0.32 0.36 0.40 0.44 0.50 0.56 0.64 0.70 0.80 0.90 1.00 - - - - - | 0.32 0.36 0.40 0.44 0.50 0.56 0.64 0.70 0.80 0.90 1.00 1.10 1.20 1.40 - - - - | 0.40 0.44 0.50 0.56 0.64 0.70 0.80 0.90 1.00 1.10 1.20 1.40 1.60 1.80 2.00 - - - | 0.50 0.56 0.64 0.70 0.80 0.90 1.00 1.10 1.20 1.40 1.60 1.80 2.00 2.20 2.40 3.20 - - | 0.64 0.70 0.80 0.90 1.00 1.10 1.20 1.40 1.60 1.80 2.00 2.20 2.40 2.80 3.20 3.60 - - |
| 9т | 11т | 13т | |||||||||
| до 4 4-6 7-10 11-16 17-25 26-40 40-63 64-100 101-160 161-250 251-400 401-630 631-1000 1001-1600 1601-2500 2501-4000 4001-6300 6301-10000 | 0.8 0.9 1.0 1.1 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.8 3.2 3.6 4.0 4.4 5.0 | 1.0 1.1 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.8 3.2 3.6 4.0 4.4 5.0 5.6 6.4 8.0 | 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.8 3.2 3.6 4.0 4.4 5.0 5.6 6.4 7.0 8.0 10.0 | 1.6 1.8 2.0 2.2 2.4 2.8 3.2 3.6 4.0 4.4 5.0 5.6 6.4 7.0 8.0 9.0 10.0 12.0 | 2.0 2.2 2.4 2.8 3.2 3.6 4.0 4.4 5.0 5.6 6.4 7.0 8.0 9.0 10.0 11.0 12.0 16.0 | - 2.8 3.2 3.6 4.0 4.4 5.0 5.6 6.4 7.0 8.0 9.0 10.0 11.0 12.0 14.0 16.0 20.0 | - - 4.0 4.4 5.0 5.6 6.4 7.0 8.0 9.0 10.0 11.0 12.0 14.0 16.0 18.0 20.0 24.0 | - - 5.0 5.6 6.4 7.0 8.0 9.0 10.0 11.0 12.0 14.0 16.0 18.0 20.0 22.0 24.0 32.0 | - - - | - - - - | - - - - |
5. Выбор баз. Обозначения размеров, баз и допусков деталей
5.1. Обозначение допусков линейных размеров детали
Номинальный размер детали это размер, указанный на чертеже детали.
Припуски назначаются на механически обрабатываемые поверхности, при этом определение номинальных размеров отливки производят по размеру от базы до обрабатываемой поверхности, т.е. номинальный размер отливки – это размер от базы до обрабатываемой поверхности.
Механически обрабатываемые поверхности на чертежах детали обозначаются тремя группами допусков:
1. допусками линейных размеров в соответствии с ГОСТ 25346-82 (для отклонений по квалитетам)[12] и ГОСТ 25670-83 (для отклонений по классам точности) [13].
2. допусками формы и расположения.
3. допусками неровности поверхности (шероховатостью).
На чертеже детали размеры для обрабатываемых поверхностей указываются с допусками (предельными отклонениями).
Например: предельные отклонения (допусками) линейных размеров указывают на чертежах условными обозначениями полей допусков (ГОСТ 25346-82) 18Н7, 12е8, или числовыми значениями 18+0,018, 12  или совмещенными обозначениями 18Н7(+0,018), 12е8(). Другие примеры: Н14, h14, ±
или совмещенными обозначениями 18Н7(+0,018), 12е8(). Другие примеры: Н14, h14, ±  , ÆH14, Æh14, ±
, ÆH14, Æh14, ± 
Предельные отклонения размеров деталей могут быть изображены в виде дроби, в числителе которой указывают условное обозначение поля допуска отверстия, а в знаменателе – условное обозначение поля допуска вала (50  или 50Н11/h11).
или 50Н11/h11).
5.2. Обозначение допусков формы и расположения.
Допуски формы и расположения поверхностей наносятся на чертеж условными обозначениями [14]. Вид допуска формы и расположения поверхностей должен быть обозначен на чертеже знаками (графическими символами), приведенными в таблице 5.1.
Таблица 5.1.
Обозначения допусков формы и расположения
| Группа допусков | Вид допуска | Знак |
| Допуск формы | Допуск прямолинейности | 
|
| Допуск плоскосности | 
| |
| Допуск круглости | 
| |
| Допуск цилиндричности | 
| |
| Допуск профиля продольного сечения | 
| |
| Допуск расположения | Допуск параллельности | 
|
| Допуск перпендикулярности | 
| |
| Допуск наклона | 
| |
| Допуск соосности | 
| |
| Допуск симметричности | 
| |
| Позиционный допуск | 
| |
| Допуск пересечения осей | 
| |
| Суммарные допуски формы и расположения | Допуски биения | 
|
| Допуск полного радиального и торцевого биения | 
| |
| Допуск формы заданного профиля | 
| |
| Допуск формы заданной поверхности | 
|
Данные о допусках формы и расположения поверхностей указываются в прямоугольной рамке, разделенной на две и более части (рис. 5.1), в которых помещают: в первой — знак допуска по таблице; во второй — числовое значение допуска в миллиметрах; в третьей и последующих - буквенное обозначение базы (баз)

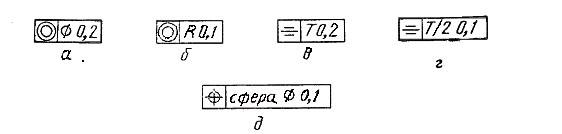
Рис. 5.1. Обозначение допусков формы и расположения
Если допуск формы и расположения поверхностей относится к любому участку поверхности заданной длины (или площади), то заданная длина (или площадь) указывается рядом с допуском и отделяется от него наклонной линией (рис. 5.2). Если допуск назначен на всей длине поверхности и на заданной длине, то допуск на заданной длине указывают под допуском на всей длине (рис. 5.2 г).

Рис. 5.2. Обозначение длины участка действия допуска
В случае, если допуск должен относиться к участку, расположенному в определенном месте элемента, то этот участок обозначают штрихпунктирной линией и ограничивают размерами согласно рис. 5.3.
Рис. 5.3. Обозначение расположения участка действия допуска
Два разных вида допуска для одного элемента могут объединяться и располагаться в рамке, согласно рис. 5.4 а.
Повторяющиеся одинаковые или разные виды допусков, обозначаемые одним и тем же знаком, имеющие одинаковые числовые значения и относящиеся к одним и тем же базам, могут указываться один раз в рамке, от которой отходит одна соединительная линия, разветвляемая затем ко всем нормируемым элементам (рис. 5.4 б)
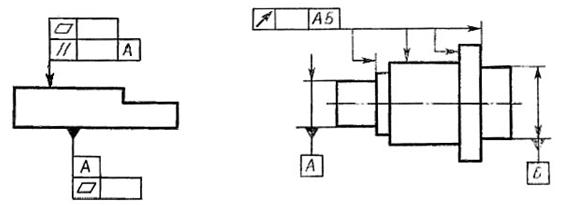
Рис. 5.4. Обозначение повторяющихся и разных допусков
Базы на чертежах обозначаются зачерненным треугольником, который соединяют при помощи соединительной линии с рамкой. При выполнении чертежей с помощью выводных устройств ЭВМ допускается треугольник, обозначающий базу, не зачернять.
Базой может быть ось или плоскость симметрии (рис. 5.5).
Рис. 5.5. Обозначение баз допусков формы и расположения
Базой может быть общая ось (рис. 5.6 а) или плоскость симметрии (рис. 5.6 б) и если из чертежа ясно, для каких поверхностей ось (плоскость симметрии) является общей, то треугольник располагают на оси.
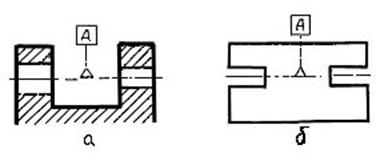
Рис. 5.6. Обозначение общих баз
Базой может быть определенная часть элемента. При этом ее обозначают штрихпунктирной линией и ограничивают размерами в соответствии с рис. 5.6.
Базой может быть определенное место элемента, то оно определяется размерами согласно рис. 5.7.
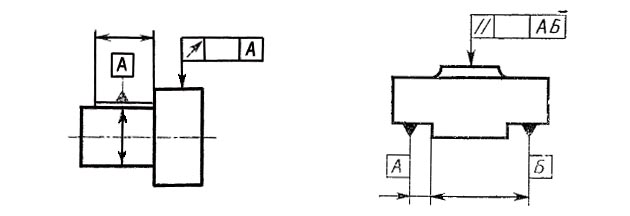
Рис. 5.7. База, как определенное место элемента
При отсутствии в необходимости выделять как базу ни одну из поверхностей, то треугольник может быть заменен стрелкой (рис. 7).
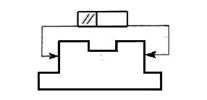
Рис. 5.8. Обозначение баз при равноправности поверхностей
а б
Рис. 5.9.а. Обозначение объединенных баз
Если два или несколько элементов образуют объединенную базу и их последовательность не имеет значения (например, они имеют общую ось или плоскость симметрии), то каждый элемент обозначают самостоятельно и все буквы вписывают подряд в третью часть рамки (рис. 5.9).
Допуск расположения относительно комплекта баз может быть указан, как буквенные обозначения баз, при этом они указываются в самостоятельных частях (третьей и далее) рамки. В этом случае базы записываются в порядке убывания числа степеней свободы, лишаемых ими. Все рассмотренные базы относятся только к допускам формы и расположения.