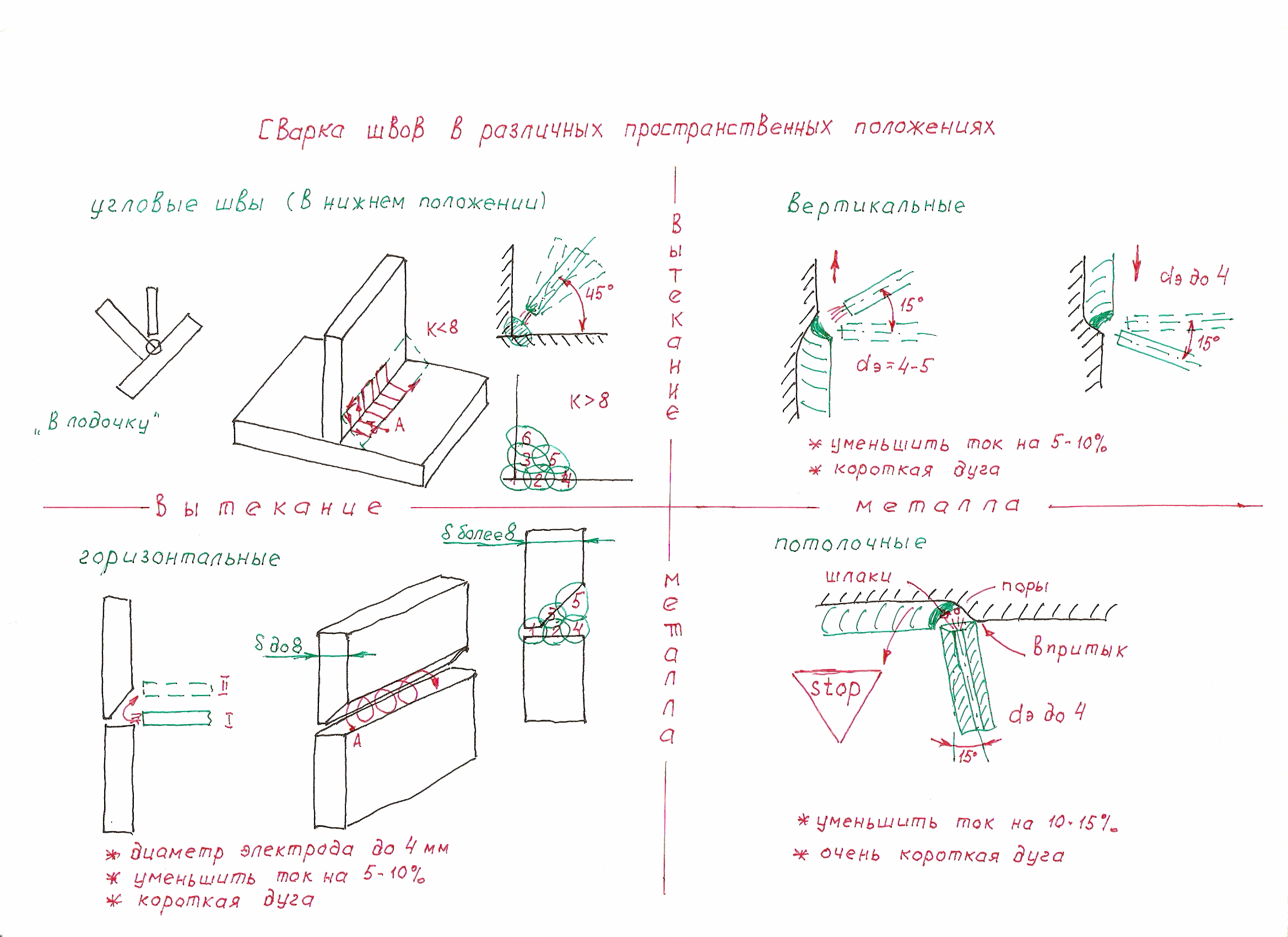
Для того чтобы меньше возникало трудностей связанных с вытеканием расправленного металла из сварочной ванны, желательно соединения располагать, так чтобы швы были в нижнем положении. Но не всегда его можно обеспечить. Да и в нижнем положении, при сварке угловых швов, когда одна из кромок расположена вертикально, а другая горизонтально, возникает трудность, так как наблюдается стекание металла с вертикальной кромки на горизонтальную. При этом образуется неравномерность катета, на горизонтальной – меньший, на вертикальной - больший. На вертикальной кромке часто образуются подрезы, на горизонтальной - наплывы. Для избежания этого, сварку лучше вести в положении «в лодочку». Но не всегда можно обеспечить это положение и приходится вести сварку, когда одна из кромок расположена вертикально, а другая – горизонтально. При этом рекомендуется следующая техника сварки.
- если катет углового шва до 8 мм, его можно выполнить за один проход, используя петлеобразные колебательные движения. При этом дугу следует возбудить на горизонтальной кромке в точке А(смотри опорный конспект), иначе возможны наплывы и шлаки в шве. Электрод должен быть расположен под углом 45 градусов к деталям и во время совершения петлеобразных движений менять его для проплавления кромок.
-если катет углового шва более 8 мм, рекомендуется использовать многопроходные швы, накладывая слои, после отбивки шлака друг на друга снизу вверх, добиваясь необходимого размера катета.
При сварке вертикальных швов, также происходит вытекание расплавленного металла из сварочной ванны, под действием силы тяжести. Для того чтобы уменьшить
- сварочный ток необходимо уменьшить на 5-10 % по сравнению с нижним положением, а диаметр электрода использовать не более 4 мм. Этим самым уменьшиться объём сварочной ванны и расплавленный металл будет быстрее переходить в твердое состояние.
- сварку вести короткой дугой, поддерживая каплю расплавленного металла от стекания «козырьком» на конце электрода.
Сварка вертикальных швов возможна в двух направлениях: снизу – вверх и сверху - вниз.
Сварка снизу-вверх более проста по технике исполнения, так как образующийся внизу шов создает препятствие для стекания расплавленного металла и опытные сварщики могут использовать диаметр электрода до 5 мм.
Сварка снизу-вверх более производительна, но более трудна по технике исполнения, так как металл поддерживается от стекания только «козырьком» электрода
Электрод, при обоих вариантах, сначала располагают вертикально к кромкам, для получения большего проплавления, а затем наклоняют на угол 15 градусов, поддерживая каплю от стекания и отводят несколько в сторону давая возможность сварочной ванне перейти в твердое состояние.
При сварке горизонтальных швов, следует пользоваться теми же рекомендациями, что и при сварке вертикальных швов:
- уменьшить сварочный ток на 5-10 %;
- выбрать диаметр электрода не более 4 мм;
- сварку вести короткой дугой;
- и кроме того, скос кромки сделать только у верхней детали, а нижней нескошенной кромкой, препятствовать стеканию.
При толщине металла до 8 мм, шов можно выполнить за проход, используя колебательные движения в виде спирали. При сварке более толстого металла рекомендуется использовать многопроходные швы, накладывая слои друг на друга снизу-вверх.
При сварке потолочных швов, расплавленный металл еще более интенсивно вытекает из сварочной ванны, поэтому сверху следует вести очень короткой дугой, опирая «козырек» на кромки. Следует уменьшить сварочный ток на 10-15 мм, по сравнению с нижним положением и использовать диаметр электрода 3 мм, а для опытных сварщиков 4 мм. Применять сварку швов в потолочном положении следует только в том случае, когда другое пространственное положение не возможно, так как шлаки и газы образующие при плавлении покрытия электрода перемещаются вверх и в корне шва образуются дефекты (шлаки и поры), снижающие механические свойства соединения.
Для сварки швов в различных пространственных положениях должны применяться электроды с толстым и особо толстым покрытием, образующие при горении дуги «козырек», препятствующий короткому замыканию между стержнем и металлом и которым поддерживают металл от стекания. Сварку швов в различных положениях следует вести непрерывно, не обрывая дуги. Пользоваться периодическими короткими замыканиями не рекомендуется, ввиду непроваров и зашлаковывания.