Министерство образования и науки Российской Федерации
Пермский национальный исследовательский
Политехнический университет
Кафедра «Металлорежущие станки и инструменты»
Курсовой проект по дисциплине
«Процессы формообразования и инструмент»
Вариант №1
Выполнили студенты группы ТАМПз-12:
Алиева К.В., Атавин В.В.
Проверил преподаватель: Абляз Т.Р.
Пермь 2016
Содержание
Содержание…………………………………………………….2
Задание………………………………………………………….3
Выбор материала……………………………………………….4
Описание процесса точение……………………………………8
Обработка детали и выбор инструмента………………………10
Вывод……………………………………………………………19
Список используемой литературы……………………………20
Задание на курсовую работу
Машиностроительное предприятие планирует производство детали «Вал».
Материал заготовки сталь. - Марку стали назначить самостоятельно.
Эскиз детали представлен на рис.1.

Рис.1 – Вал
Шероховатость поверхности всех изделий не должна превышать 1,2 Ra, точность деталей задана по 6 квалитету.
Задача:
Подобрать для предприятия необходимый инструмент для реализации поставленной технологической задачи.
Выбор материала
Для изготовления детали выбираем оборудование: Российский токарный станок с ЧПУ (числовым программным управлением) марки NC 210.
Материал заготовки: сталь 40х -конструкционная легированная хромистая сталь. Содержит 0,40% углерода, 1% хрома. Чем больше хрома, тем сталь более коррозионностойкая. Сталь 40х в процессе сварки подвергается нагреву до 300°С а после нее термической обработки. Помимо этого имеется склонность к отпускной способности, высокий предел к выносливости, возможность проводить обработку способом резания, путем сваривания или под давлением, стойкость к короблению и обезуглероживанию при термовоздействии. Это самые важные свойства для этой стали. Именно они позволяют применять сталь 40х в машиностроении. Сталь 40х применяется для изготовления деталей, которые отличаются повышенной прочностью – оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности.
| Химический состав в % стали 40Х | ||
| C | 0,36 - 0,44 | 
|
| Si | 0,17 - 0,37 | |
| Mn | 0,5 - 0,8 | |
| Ni | до 0,3 | |
| S | до 0,035 | |
| P | до 0,035 | |
| Cr | 0,8 - 1,1 | |
| Cu | до 0,3 | |
| Fe | ~97 |
| Марка | 40Х |
| Заменитель | 45Х 38ХА 40ХН 40ХС 40ХФ |
| Классификация | Сталь конструкционная легированная хромистая |
| Применение: | оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности. |
Группы обрабатываемости. Отличия и особенности их обработки.
В металлорежущей промышленности обрабатывается огромное множество деталей из самых различных материалов. Каждый материал имеет свои уникальные характеристики, которые зависят от состава легирующих
элементов, термообработки, твёрдости и пр. Все обрабатываемые материалы группируются определенным образом, и в соответствии с принадлежностью к той или иной группе осуществляется выбор геометрии режущего инструмента, марки сплава и режимов резания.
Обрабатываемые материалы подразделяют, в соответствии со стандартом ISO, на шесть основных групп. Материалы каждой группы характеризуются уникальными свойствами в отношении обрабатываемости резанием.

ISO P – Сталь. Самая большая по составу группа материалов, включающая различные сорта стали - от нелегированных до высоколегированных, включая стальные отливки, ферритную и мартенситную нержавеющую сталь. Как правило, материалы данной группы имеют хорошую обрабатываемость, но это зависит от твёрдости стали и процентного содержания в ней углерода.
ISO M – Нержавеющая сталь. Сплавы с содержанием хрома не менее 12%; некоторые сплавы могут содержать никель и молибден.Различают различные виды нержавеющей стали. Например, ферритная, мартенситная, аустенитная и аустенитно-ферритная (дуплексная) сталь. Характерной особенностью для обработки всех этих сталей является интенсивный термический износ режущих кромок, износ в виде образования проточин и наростообразования.
ISO K – Чугун. В отличие от стали, дает короткую, сыпучую стружку. Серые чугуны (GCI) и ковкие чугуны (MCI) обрабатываются довольно легко, а чугун с шаровидным (NCI) и вермикулярным (CGI) графитом и отпущенный ковкий чугун (ADI) поддаются обработке сложнее. В состав любого чугуна входит карбид кремния (SiC), что определяет абразивный характер износа режущей кромки.
ISO N – Цветные металлы. Алюминий, медь, латунь и другие цветные металлы гораздо мягче черных. Алюминий с 13% содержанием кремния является очень абразивным материалом. В общем цветные металлы обрабатывают инструментом с острыми режущими кромками с высокой скоростью резания и продолжительным периодом стойкости.
ISO S – Жаропрочные сплавы. К данной группе относится большое число высоколегированных материалов на основе железа, никеля, кобальта
и титана. Все они достаточно вязкие, поэтому их обработка сопровождается наростообразованием на инструменте и выделением большого количества
тепла, к тому же для них характерно упрочнение в процессе резания. По свойствам данные сплавы схожи со сталями группы ISO M, но они гораздо труднее поддаются резанию, что объясняет небольшой срок службы режущих пластин.
ISO H – Материалы высокой твердости. В эту группу входят стали твёрдостью 45-65 HRС, а также отбелённый чугун твёрдостью 400-600 HB. Высокое значение твёрдости делает их трудно поддающимися обработке. Эти материалы в процессе резания выделяют много тепла и очень абразивны по отношению к режущей кромке.
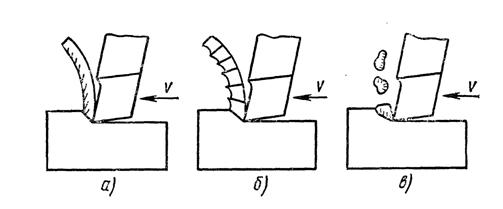
При резании различных материалов образуются основные типы стружек
а)сливные – получается при обработке с высокой скоростью мягкой стали, меди, свинца, олова. Эта стружка имеет вид длинной без зазубрин ленты или полоской спирали.
б)скалывания- подходит для данной стали (40х) состоит из отдельных элементов, связанных друг с другом и имеет пилообразную поверхность. Такая стружка образуется при обработке твердой стали и некоторых видов латуни с малыми скоростями резания и большими подачами. С изменениями условий резания стружка скалывания может перейти в сливную и наоборот.
в)надлома- образуется при резании металлопластичных материалов (чугун, бронза) и имеет вид отдельных вырванных кусочков.
На сталь 40х можно использовать самокал, но только с охлаждением и очень небольшими подачами. При сверлении стали – изменять угол заточки сверла увеличивать его до 130°С и тоже только с обязательным охлаждением и на небольших скоростях и подачах. Обязательно снизить обороты (350-400) и поднять подачу с глубиной резания. Обязательно использовать СОЖ (смазочно-охлаждающая жидкость).
Возникающая трудность при обработке стали 40х – на высоких скоростях резания (200-600 м/мин) возникает явление разупрочнение, которое уменьшает глубину наклепа.