Задание №
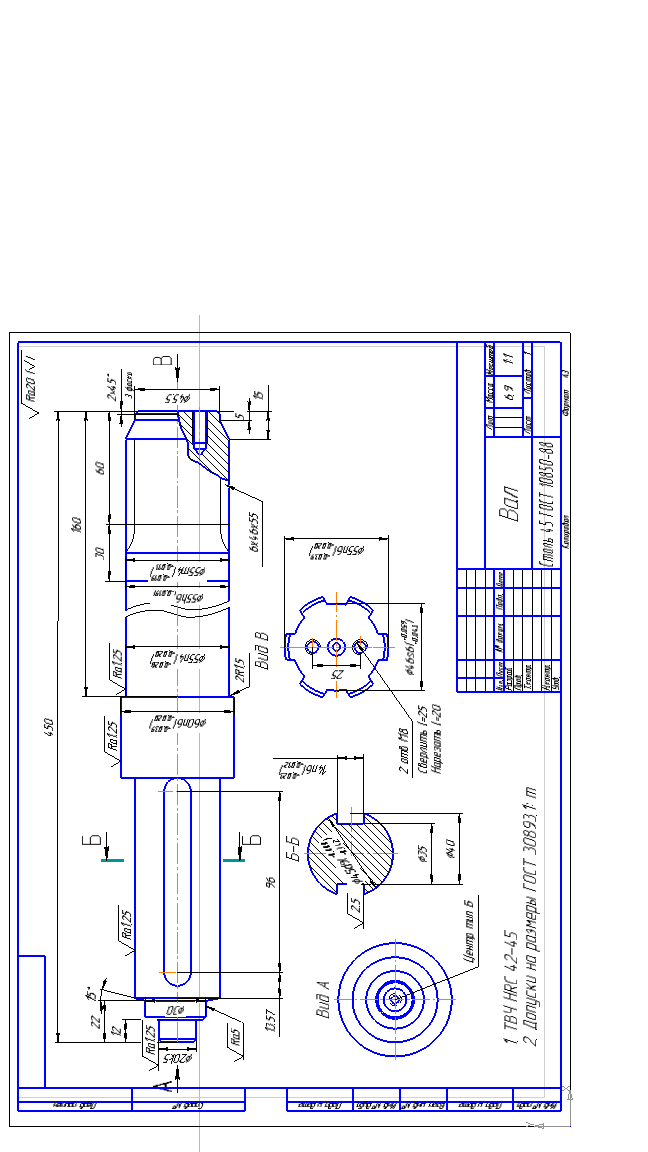 Для заданной чертежом детали обработать шпоночный паз. Оборудование - вертикально-.фрезерный станок. Режущий инструмент - фреза концевая. Заготовка обработана предварительно по 12 квалитету, за исключением шпоночных пазов. Для обработки нужно разработать приспособление.
Для заданной чертежом детали обработать шпоночный паз. Оборудование - вертикально-.фрезерный станок. Режущий инструмент - фреза концевая. Заготовка обработана предварительно по 12 квалитету, за исключением шпоночных пазов. Для обработки нужно разработать приспособление.
Независимо от того проектируется или модернизируется приспособление прежде всего нужно определить какие поверхности нужно обработать и какие размеры необходимо обеспечить в процессе обработки, т.е. сделать анализ чертежа.
Базирование заготовки
Шпоночные пазы: ширина паза -14n6, длина паза-56 мм., глубина паза - 2,5 мм, расстояние от левого торца детали-10,57 мм., 2 паза, расположенные на детали диаметрально противоположно на ступени вала Ǿ45f9. Особенность конструкции - на правом торце вала расположены 2 глухих отверстия Ǿ7 мм. под М8. Материал детали - сталь 45., Твердость HRC 42-45. Из анализа чертежа следует, что заготовка обработана предварительно. Этой информации достаточно, чтобы начать создавать эскизный проект приспособления.
Первое, что сделать, это нужно определиться со схемой базирования и комплектом технологических баз. Деталь - вал ступенчатый, глубина шпоночного паза задается симметрично, относительно оси центров. Приближенно вычерчивается эскиз заготовки вала и возможные условия базирования и схемы базирования.
Первый вариант.
| Рис.1 Первая схема базирования |
| 10,57 |
| 14n6 |
 Учитывая условия задания размеров обработки нужно выбрать такую схему базировании, которая создает условия совпадения оси симметрии шпоночного паза с осью симметрии самой детали. Это базирование вала в центрах. Комплект технологических баз включает: двойная направляющая технологическая база (ДНТБ) - ось симметрии заготовки (лишает заготовку 4 степеней свободы), опорная технологическая база - левый торец заготовки- лишает её 1 степени свободы (ОТБ), вторая опорная технологическая база-лишает заготовку последней степени свободы (ВОТБ) - отверстие Ǿ7 мм. под резьбу М8.
Учитывая условия задания размеров обработки нужно выбрать такую схему базировании, которая создает условия совпадения оси симметрии шпоночного паза с осью симметрии самой детали. Это базирование вала в центрах. Комплект технологических баз включает: двойная направляющая технологическая база (ДНТБ) - ось симметрии заготовки (лишает заготовку 4 степеней свободы), опорная технологическая база - левый торец заготовки- лишает её 1 степени свободы (ОТБ), вторая опорная технологическая база-лишает заготовку последней степени свободы (ВОТБ) - отверстие Ǿ7 мм. под резьбу М8.
Погрешности базирования заданных размеров: Из простановки размеров получается, что погрешность базирования размера 10,57 равна сумме допусков на размер 450мм. плюс допуск на размер 22мм.
Погрешность базирования на размер Ǿ35 мм. равна 0, так как зависит не от базирования, а от наладки режущего инструмента на размер.
Погрешность базирования на ширину шпоночного паза 14 мм. зависит только от размера режущего инструмента.
Второй вариант
| Рис.2 Втораясхема базирования |
| 14n6 |
 Второй возможный вариант базирования, базирование по наружной цилиндрической поверхности и перпендикулярной её оси плоскости. Реализация варианта предполагает применение для базирования двух сходящихся к центру широких призм. Применение такой схемы базирования обеспечивает такой же комплект технологических баз и более надежные условия обработки. Комплект технологических баз обеспечивает такие же условия базирования, т.е. сходящиеся призмы центрируют обрабатываемую заготовку по оси симметрии и не отличается от первого варианта КТБ = ДНТБ+ОТБ+ДОТБ. На рис.2 показаны точки контакта призм с базовой поверхностью заготовки. Они располагаются равномерно по наружной цилиндрической поверхности.
Второй возможный вариант базирования, базирование по наружной цилиндрической поверхности и перпендикулярной её оси плоскости. Реализация варианта предполагает применение для базирования двух сходящихся к центру широких призм. Применение такой схемы базирования обеспечивает такой же комплект технологических баз и более надежные условия обработки. Комплект технологических баз обеспечивает такие же условия базирования, т.е. сходящиеся призмы центрируют обрабатываемую заготовку по оси симметрии и не отличается от первого варианта КТБ = ДНТБ+ОТБ+ДОТБ. На рис.2 показаны точки контакта призм с базовой поверхностью заготовки. Они располагаются равномерно по наружной цилиндрической поверхности.
С учетом того, что базирование заготовки по второй схеме более надежно, эта схема базирования принимается в качестве расчетной для определения силы закрепления.
В действительности нужно более тщательно просчитывать погрешности базирования не только размеров, но и точность взаимного расположения поверхностей для того. чтобы выбрать обоснованный вариант базирования обрабатываемой заготовки.
Расчет силы закрепления W
| n |
| F1тр |
| F3тр |
| F4тр |
| F2тр |
| r |
| P |
| W |
| mg |
| W |
| N4 |
| N3 |
| N2 |
| N1 |
| о |
| α/2 |
| Направление вращения заготовки |
| Фреза концевая |
| Заготовка |
| Призмы |
| Рис.3 Схема сил, действующих на заготовку при её обработке |
| Х |
| Z |
| α |
 |
Для расчета нужной силы закрепления вычерчивается выбранная схема базирования, на которую наносят все действующие и образовавшиеся при обработке заготовки силы - сила резания Р, выбирается направление и обозначается действие силы закрепления W, направление действия силы тяжести mg, устанавливается направление возможного смещения заготовки от действия силы резания, определяется направление действия сил трения Fтр . См. рис. 3, Из рисунка видно, что под действием силы резания Р, обрабатываемая заготовка може повернуться относительно своего центра т. О направлении против часовой стрелки. При вращении, в точках контакта базовой поверхности заготовки (ДНТБ) с базирующими поверхностями призм возникают силы трения F1тр ., F2тр ., F3тр . и F4тр . . В общем случае величини силы закрепления W определяется из зависимости:

 :
:
Где: Р- сила резания, или М - момент, создаваемый силой резания. Определяются по соответствующим зависимостям, взятым из справочников или интернет.
Расчет ведется из условия неподвижности заготовки от дейсΣΣтвующих на неё при обработке сил. Для определения этих сил решаются уравнения статического положения заготовки при обработке: ΣX, ΣY.Σ, ΣMo.
На основании анализа рис.3 определяются суммы сил, действующих на заготовку по осям Х и Z, и сумма моментов относительно центра О возможного поворота заготовки. При составлении уравнений полагаем что
N1=N3= Σ(W/4+mg/2);
N2=N4=W/4;
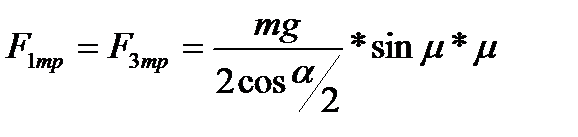
N1+N2-N3+N4F1тр= F3тр = Σ(W/4+mg/2)*μ;
F2тр = F4тр= W/4*μ.
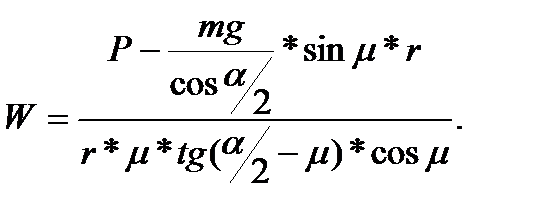
Тогда сила закрепления находится из равенства моментов, создаваемых силами или их производными, действующими на заготовку при её обработке:
ΣX= P+ F1тр- F2тр- F4тр+ F3тр-N1-N2+N3+N4-W1+W2 =0;
ΣZ=mg- F1тр+ F2тр- F4тр+ F3тр-N1+N2-N3+N4=0;
ΣMo=P*r- (F1тр+ F2тр- F4тр+ F3тр)*r =0
Для решения вышеприведенных уравнений и определения силы закрепления W принимаются следующие условия: силы N1=N3, а сила N2=N4. Это значит, что равенство сил определяет равенство сил трения в этих опорных точках F1тр= F3тр а F2тр= F4тр. Кроме того, принимаем, что сила тяжести заготовки учитывается в реакции опорных точек 1 и 3. Тогда совместное решение уравнений определяет значение сил трения в опорных точках 1 и 3

Окончательное решение уравнений дало следующий результат:
Если принять во внимание, что угол призмы α можно принять равным 450, то уравнения значительно упрощаются.
Внимание, прочитать обязательно. Будьте осторожными, не считайте эти выводы справедливыми для любого случая базирования вала на призму. Здесь приведен просто ход решения задачи - чертеж детали - заданная технологическая операция - анализ задания (размеры, которые нужно получить, режущий инструмент и т.д.). выбор схемы базирования и комплекта технологических баз, расчет силы закрепления, на основании найденногозначения силы закрепления выбирается и рассчитывается механизм закрепления и делается проверочный расчет уже имеющегося механизма, решаются остальные вопросы конструирования приспсобления.
Такое же задание будет выдано в качестве экзаменационного. Каждый студент получит чертеж детали и задание - технологическую операцию. Вы будете должны подобрать с обоснованием схему базирования с комплектом технологических баз и сделать расчет силы закрепления обрабатываемой заготовки. Поэтому, изучите этот процесс и необходимые материалы - лекции и примеры решения подобных задач
Я
| 1,2 |