Практическая работа № 8
По дисциплине: «ТЕХНОЛОГИЯ СВАРКИ ПЛАВЛЕНИЕМ»
ТЕМА: Исследование деформации полосы в плоскости при наплавке валика на ее кромку
Цель работы
1. Изучить возникновение поперечных и продольных укорочений при сварке.
Методическое обеспечение
2.1 Методические указания по выполнению лабораторной работы.
2.2 Справочная литература.
2.3 Материальное обеспечение.
Основные теоретические положения
Нагрев и плавление металла при сварке создают внутренние напряжения в металле и его деформацию, вызываемые следующими причинами:
1. неравномерным нагревом и распределением температур по сечению и длине сварного соединения;
2. литейной усадкой наплавленного металла;
3. структурными изменениями металла при охлаждении.
Если на металл действует сила, он изменяет свою форму, т.е. деформируется. При небольшой величине силы Q деформация происходит в упругой области, не вызывая необратимых изменений кристаллической решетки. После снятия силы кристаллическая решетка возвращается в исходное состояние и деформация исчезает.
Такие деформации называются временными.
При увеличении силы возникающие в металле напряжения могут превысить предел текучести, что приводит к необратимым изменениям. В этом случае говорят, что произошла пластическая деформация металла. После снятия силы Q упругие деформации исчезают, пластические остаются.
В отличие от временных эти деформации называются остаточными.
Если швы на изделии расположены несимметрично относительно оси, проходящей через его центр тяжести, продольная и поперечная усадка шва приводит к деформациям изгиба сварной конструкции.
При наложении шва разогреваемая кромка стремится удлиниться LT=Lo+LoaT (рис. 3,а), противоположная кромка, оставаясь почти холодной, и своей длины не изменяет, поэтому происходит изгиб пластины.Причем, как и при симметричном нагреве, в нагретых слоях происходят пластические деформации, так как напряжения в них достигают предела текучести вследствие сопротивления холодных слоев.
В процессе остывания пластина первоначально вернется в исходное состояние, а затем вследствие укорочения шва на величину пластической деформации изогнется в противоположном направлении, приняв положение, изображенное на рис. 3,в. При этом в результате того, что пластина стремится выпрямиться, в области шва образуются напряжения растяжения, а на холодных участках - напряжения сжатия.
Деформации изгиба образуются не только при наложении шва на кромку пластины, но и при любом несимметричном расположении швов относительно оси, проходящей через центр тяжести конструкции (рис. 2,б) Под влиянием тепла дуги и наплавки валика кромка удлинилась вместе с прилегающим металлом и заставила удлиниться и изогнуться остальную часть полосы 2, что вызвало в ней напряжения растяжения, а в полосе 1 напряжения сжатия. Эти напряжения вызовут в полосе 1 пластические деформации — после остывания она станет толше и короче первоначальных размеров. Пластические деформации в полосе 1 неизбежны, так как температура ее нагрева более 600°С, следовательно выше предела текучести. По мере охлаждения полосы 1 и валика полоса будет сокращаться, и ей в этом будет препятствовать полоса 2. В результате в полосе 2 возникнут напряжения сжатия, а в полосе 1 напряжения растяжения. На эпюре напряжений они заштрихованы. Незаштрихованная часть эпюры характеризует деформацию полосы 1 в пластическом состоянии. Общий вид полосы с наплавленным валиком на кромке показывает остаточные напряжения и деформации, вызванные сваркой. Напряжения в ней уравновешены, сумма напряжений растяжений (-) и сжатий (+) равна нулю.
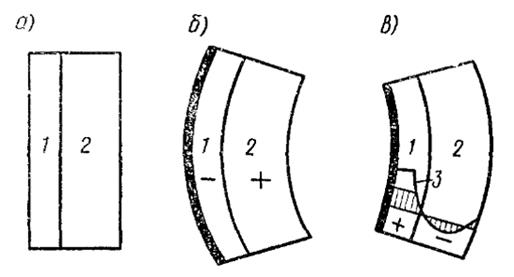
Рис. 3. Напряжение и деформации при наплавке валика на кромку полосы: а — полоса; б - полоса после наплавки валика до остывания; в - полоса после остывания с эпюрой напряжений; 1 - часть полосы нагретая до температуры более 600; 2 - остальная част полосы; 3 - характер остаточных пластических деформации.
Содержание отчета
5.1 Цель работы.
5.6 Ответы на контрольные вопросы.
6. Контрольные вопросы
1. Почему возникают поперечные укорочения при сварке?
2. Как влияет проковка металла шва и зоны термического влияния на остаточные влияния?
3. В каких случаях необходимо полностью снимать напряжения при сварке?
4. Почему искусственное охлаждение и подогрев уменьшают остаточные деформации?
5. Способы исправления деформированных деталей?