При неукоснительном соблюдении норм хранения электроды имеют бесконечный срок годности. Есть особый ГОСТ, регламентирующий нормы хранения и перевозку стержней.
При невыполнении этих норм, вы можете зрительно вычислить срок годности и сообразить, допустимо ли применять эту деталь при сваривании.
Если электрод не имеет существенных изъянов, а поверхность не облущивается, то его разрешено применять. Советуем заранее опробовать его на поверхности из металла.
В случае выявления небольшого брака и засорения, необходимо прогреть стержни, поместив их в печь. Температура обязана быть ниже той, при которой плавится.
Деталь надо протереть ветошью либо щеткой. Если было выявлено существенное нарушение, необходимо незамедлительно отправить стержень в утиль.
Испытайте стойкость детали методом постукивания стержневого окончания по металлическому покрытию, и удостоверьтесь, что он не влажный. Бережное хранение гарантирует длительное эксплуатирование.
Никогда не применяйте непригодные детали при сваривании.
Условия хранения электродов
В основном на срок годности сварочных электродов влияют условия их содержания, поэтому с соблюдением всех рекомендаций данный период может быть продолжительным. Сварщики должны соблюдать условия упаковки и хранения расходных материалов в соответствии с нормами ГОСТ 9466-75 и ГОСТ 9467-75. Это относится к изготовителям, складирующих их в помещениях с готовой продукцией перед отправкой, а также к производителям, хранящим электроды перед непосредственной эксплуатацией. За период перемещения электродов и других мероприятий, они подвергаются высоким рискам, но минимизировать их повреждения можно посредством просушивания и закаливания. Чтобы обеспечить высокое качество присадочных материалов, следует соблюдать все условия.
Срок годности электродов
При соблюдении нормативов перемещения и хранения электродов, срок их годности будет неограниченным. Все правила установлены п. 3.15 в ГОСТе 9466-75. Если возникли какие-то причины, из-за чего не были соблюдены условия, то перед началом сварочного процесса следует провести визуальный контроль и определить пригодность к дальнейшему применению.
При визуальном контроле могут быть несколько вариантов состояния электродов:
внешне нормальное состояние электродов, готовность к применению без предварительной подготовки (если это не требуется при сварочной работе);
наличие определенных недостатков
Правила хранения
В соответствии с требованиями к хранению электродов по ГОСТ 9466-75 продукция должна хранится в отапливаемых сухих помещениях, с уровнем влажности, который не должен превышать определенные показатели. Условия должны исключать возможности загрязнения или механических повреждений коробок со стержнями. Если речь идет не о бытовом, а о промышленным использовании, целесообразно установить стационарные или переносные электронные приборы, контролирующие температурные и влажностные показатели. Сами пеналы и коробки следует хранить в деревянных ящиках или коробах из плотного картона, при этом — не на земле или бетонном полу, а желательно на деревянных поддонах.
Температура хранения
Температура в помещении, где хранятся сварочные электроды, не должна опускаться по гостовским требованиям ниже 15 градусов Цельсия. В зимнее время помещение должно отапливаться, для обмазки очень губительны резкие температурные перепады.
Влажность
Оптимальный уровень влажности в складском помещении не должен превышать 50%. Рекомендуется обеспечить в нем качественную гидроизоляцию, поскольку покрытия хорошо впитывают влагу, которая может проникать с осадками. Дополнительно от влаги расходники защитит полиэтиленовая пленка. Для поддержания постоянного уровня влажности возможно использование кондиционеров (если имеются соответствующие условия).
Упаковка
Правила упаковки электродов сформулированы в 6-м пункте ГОСТ 9466-75. В соответствии с ними, продукция может паковаться:
в герметичные пластиковые пеналы;
в оберточную бумагу (по ГОСТ 8273) с последующим помещением в металлические пеналы (коробки);
в картонные коробки с последующей упаковкой в полиэтиленовую пленку;
в коробки из картона без ПЭ оболочки;
в пачки, завернутые в двухслойную упаковочную бумагу или во влагопрочную мешочную бумагу.
В последних двух случаях электроды следует проверить на содержание влаги в обмазке и при ее наличии выполнить прокалку (прокаливание в этих двух случаях может быть произведено и «по умолчанию», без этой проверки). Один из оптимальных вариантов для хранения изделий — «тубы-термосы», или термопеналы. В них имеется теплоизолирующий слой, а нужная температура поддерживается с помощью термостата.
Когда требуется прокалка электродов?
на открытом воздухе через 2-8 часов;
в помещении с высокой влажностью через месяц;
в сухом помещении через 120-180 дней;
в герметичном металлическом контейнере (пенал, тубус) через год.
Если разрушение не достигло критичной величины, то электроды можно просушить или прокалить. Однако, в некоторых случаях обмазка осыпается полностью или частично, появляются трещины. В таком случае, электродами пользоваться нельзя.
Электрод — одно из ведущих орудий каждого мастера. С первоклассным стержень становится возможным усовершенствовать прочностные параметры швов, ускорить выполнение работы и достичь долговечности сварного соединения.
Особенности покрытия электродов
Электроды с разным покрытием по-разному восприимчивы к влаге и окружающим факторам. Перед сваркой изделия могут нуждаться в прокаливании и сушке. Важно помнить правило, что электрод можно прокаливать не более двух раз, поэтому перед использованием необходимо брать небольшое количество изделий.
Наиболее устойчивы к воздействию влаги электроды с целлюлозным покрытием, они не нуждаются в прокаливании перед работой, если хранились правильно. Однако в качестве профилактических мер против возникновений трещин допустимо прокаливание при температуре около +70°С.
Более восприимчивы к влаге электроды с основным покрытием, поэтому их обязательно помещают в полиэтиленовую плёнку. После того, как электроды вынимают из упаковки, их помещают в нагревательную камеру и прокаливают при температуре +300-350 градусов Цельсия в течение часа. Если изделия подвергались воздействию воздуха более 2 часов, то они требуют закалки в течение 2-3 часов.
Электроды с рутиловым покрытием, которые хранились в заводской упаковке, прокаливать не нужно. Если же изделия подверглись воздействию влаги, то рекомендуется прокалить их 2-3 часа при температуре 100-150 градусов.
Как правило, заводская упаковка изготовлена из пластика и алюминиевой фольги, что повышает защиту электродов.
Как увидеть, что срок годности сварочных электродов прошел
Если существуют опасения, что оптимальные условия содержания не соблюдались, то следует провести визуальный осмотр сварочных материалов. Это позволит определить, годны ли они к применению.
Не используйте материалы со сколотой обмазкой
Существует несколько вариантов состояния расходников:
1. Электроды внешне имеют нормальное состояние и готовы к использованию без предварительной подготовки (если этого не требует режим сварки).
Режим предварительных процедур указан на упаковке
2. Присутствуют некоторые дефекты, которые возможно устранить при осуществлении подготовительных процедур, таких как очистка, сушка и т.п.
3. Материалы полностью испортились и не пригодны для использования. В таком случае, их необходимо утилизировать. Также можно применять их как учебные расходники и в качестве присадок.
Можно ли использовать просроченные
Срок годности электродов условный, напрямую зависит от того, как содержались стержни. Если были соблюдены все требования, защита от влаги, товар хранится неограниченно долго.
Когда визуальный осмотр свидетельствует о нарушении целостности обмазки, применять по назначению нельзя. Шов получится неплотным. Также это чревато плохим поджиганием, залипанием электрода, осыпанием слоя.
Что поможет продлить срок годности
Продлить срок хранения электродов можно с помощью целого спектра профессионального оборудования. Пеналы-термосы позволяют содержать материалы в оптимальных условиях, благодаря наличию в их устройстве термостата и теплоизолирующего внутреннего покрытия. Термопенал представляет собой конструкцию, внутри которой создается и поддерживается определенный уровень температуры и влажности. Данные агрегаты позволяют эффективно решать вопрос содержания электродов.
Как понять, что испортилось
Понять, что продукт испорчен, можно с помощью визуального осмотра. Выделяют три состояния:
полностью готов к использованию;
возможно использование после обработки (прокаливания), когда степень пропитки влагой невелика, обмазка не осыпалась, плотно прилегает к стержню;
если покрытие не держится на стержне, осыпается, откалывается.
Использовать товар с характеристиками третьего варианта запрещено. Шов от такого материала будет некачественным, может разойтись в любой момент
Неплавящиеся электроды
При применении вольфрамового электрода в качестве защитных используют инертные газы или их смеси и постоянный или переменный ток. Лучшие результаты при сварке большинства металлов дает применение электродов не из чистого вольфрама, а торированных, иттрированных или латтанированных. Добавка в вольфрам при изготовлении электродов 1,5-2% окислов иттрия и лантана повышает их стойкость и допускает применение повышенных на 15% сварочных токов. Перед сваркой рабочий конец электрода обычно затачивают на конус с углом 60° на длине двух-трех диаметров. Форма заточки электрода влияет на форму и размеры шва. С уменьшением угла заточки и диаметра притупления в некоторых пределах глубина проплавления возрастает.
Технологические свойства дуги в значительной мере определяются родом и полярностью сварочного тока. При прямой полярности па изделии выделяется до 70% теплоты дуги, что обеспечивает глубокое проплавление основного металла. При обратной полярности напряжение дуги выше, чем при прямой полярности. На аноде - электроде выделяется большое количество энергии, что приводит к значительному его разогреву и возможному оплавлению рабочего конца. Ввиду этого допустимые плотности сварочного тока понижены (табл. 1).
| Род тока | Защитный газ | Сила сварочного тока (А) при диаметре электрода(мм) | ||||
| 1-2 | ||||||
| Переменный Постоянный Прямой полярности Постоянный обратной полярности | Аргон…… Гелий…… Аргон…… Гелий…… Аргон…… Гелий…… | 20-100 10-60 65-150 50-110 10-30 10-20 | 100-160 60-100 140-180 100-200 20-40 15-30 | 140-220 100-160 250-340 200-300 30-50 20-40 | 220-280 160-200 300-400 250-350 40-80 30-70 | 250-300 200-250 350-450 300-400 60-100 40-50 |
Примечание: При применении еттированных и лантарированных электродов силу сварочного тока допустимо увеличивать на 15%
При использовании переменного тока полярность электрода и изделия меняется с частотой тока. Поэтому количество теплоты, выделяющейся на электроде и изделии, примерно одинаково. Электропроводность дуги различна в различные полупериоды полярности переменного тока. Она выше в те полупериоды, когда катод на электроде (прямая полярность} и дуговой разряд происходит в основном за счет термоионной эмиссии ввиду высокой температуры плавления и относительно низкой теплопроводности вольфрама. В полупериоды, когда катод на изделии, электропроводность дуги ниже, напряжение, требуемое для возбуждения дуги, выше, поэтому ее возбуждение происходит с некоторым опозданием.
В соответствии с различным напряжением дуги в разные полупериоды переменного тока различна и величина сварочного тока, т.е. в сварочной цепи появляется постоянная составляющая тока. В данном случае мы имеем дело с выпрямляющим (вентильным) эффектом рассматриваемого типа дуги, вызванным различием теплофизических свойств электрода и изделия. Величина постоянной составляющей зависит от величины сварочного тона, скорости сварки, свариваемого металла и т.д. Ее наличие ухудшает качество сварных швов на алюминиевых сплавах и снижает стойкость вольфрамового электрода. Для уменьшения величины постоянной составляющей тока применяют различные способы. Интересной разновидностью применения вольфрамового электрода является сварка погруженной дугой, при которой используют электрод повышенного диаметра и повышенный сварочный ток. Соединение собирают встык без разделки кромок, бея зазора. При увеличении подачи защитного газа 1 через сопло до 40-50 л/мин дуга обжимается газом, что повышает ее температуру. Как и в плазмотронах, проходящий через дугу газ, нагреваясь, увеличивает свой объем и приобретает свойства плазмы. Давление защитного газа и дуги 2, вытесняя расплавленный металл 4 из-под дуги, способствует ее углублению в основной металл 3.
Таким образом, дуга горит в образовавшейся металле полости. Это позволяет опустить электрод так, чтобы дуга горела ниже поверхности металла (погруженная в металл дуга). Образующаяся ванна расплавленного металла при кристаллизации образует шов. Этим способом можно сваривать титан, алюминий, высоколегированные стали и другие металлы толщиной до 36 мм с двух сторон (чем меньше плотность свариваемого металла, тем больше толщина). Шов при этом имеет специфическую бочкообразную форму, определяемую тем, что дуга горит ниже верхней плоскости металла.
Сварку погруженной дугой можно осуществлять и в вертикальном положении на подъем. В этом случае расплавленный металл сварочной ванны, стекая вниз, удерживается кристаллизатором (медным охлаждаемым водой кокилем), который и формирует принудительно шов. Сварка возможна с одной стороны с неполным прославлением или за два прохода с двух сторон с неполным проплавлением в каждый проход. При сварке погруженной дугой применяют входные и выходные планки для вывода дефектных начального (неполный провар) и коночного (усадочная раковина) участков шва.
Другой разновидностью сварки вольфрамовым электродом является сварка полым вольфрамовым электродом в вакууме. Возбуждение и поддержание дуги в вакууме 10"3 мм рт. ст. представляет определенные трудности, так как тлеющий разряд переходит на стенки камеры. Подача в рассматриваемом способе сварки дозируемого количества газа в полость электрода стабилизирует катодное пятно на внутренней поверхности электрода. Перемещение катода по внутренней полости вызывает разогрев электрода до яркого свечения. При силах тока свыше 50 Л дуга представляет собой голубоватый разряд, цилиндрический по форме па всей длине дуги.
Можно предполагать, что газ, подаваемый в полость электрода, ионизируясь, приобретает свойства плазмы. Количество газа, подаваемое в полость электрода, должно обеспечивать давление газа в камере меньше 50 мм рт. ст. При больших давлениях катодное пятно выходит на торец электрода и хаотически перемещается по нему. Давление в камере 10~а - 10~4 мм рт. ст. при расходе газа 0,01-0,1 л/мин создает наилучшие условия повышения концентрации дугового разряда, Применение подобного способа сварки имеет определенные металлургические преимущества, так как способствует удалению газон из расплавленного металла и уменьшает угар легирующих элементов. Этим способом можно сваривать различные металлы
и сплавы толщиной до 15 мм.
В последние годы для сварки тонколистового металла находит применение импульсная дуга. Основной метал л расплавляется дугой, горящей периодически отдельными импульсами постоянного тока с определенными интервалами во времени. При большом перерыве в горении дуги дуговой промежуток деионизируется, что приводит к затруднению в повторном возбуждении дуги. Для устранения этого недостатка постоянно поддерживается вторая, обычно маломощная дежурная дуга от самостоятельного источника питания. На эту дугу и накладывается основная импульсная дуга. Дежурная дуга, постоянно поддерживая термоэлектронную эмиссию с электрода, обеспечивает стабильное возникновение основной сварочной дуги.
Шов в этом случае состоит из отдельных перекрывающих друг друга точек. Величина перекрытия зависит от металла и его толщины, силы сварочного тока и тока дежурной дуги, скорости сварки и т.д. С увеличением силы тока и длительности его импульса ширина шва и глубина проплавления увеличиваются. Размеры шва в большей степени зависят от силы тока, чем от длительности его импульса. Благоприятная форма отдельных точек, близкая к кругу, уменьшает возможность вытекания расплавленного металла из сварочной ванны (прожога). Поэтому сварку легко выполнять па весу без подкладок при хорошем качестве, но всех пространственных положениях.
Представляет определенный интерес использование внешнего магнитного поля для отклонения или перемещения непрерывно горящей дуги. Внешнее переменное или постоянное магнитное поле, параллельное или перпендикулярное к направлению сварки, создается П-образными электромагнитами. При использовании постоянного магнитного поля дугу можно отклонить в любую сторону относительно направления сварки. При отклонении дуги в сторону направления сварки (магнитное поле также параллельно направлению сварки) наблюдается такой же эффект, как и при сварке наклонным электродом - углом вперед. В этом случае уменьшается глубина проплавления. При отклонении дуги в обратном направлении наблюдается увеличение глубины проплавления, как при сварке с наклоном электрода углом назад.
При переменном внешнем магнитном поло дуга колеблется с частотой внешнего магнитного поля. К результату изменяются условия ввода теплоты в изделие, и, а частности, се распределение по поверхности. При колебании дуги поперек направления сварки увеличивается ширина шва и уменьшается глубина проплавления. Это позволяет сваривать тонколистовой металл. Удобно использовать этот способ для сварки разнородных металлов (например, меди и стали и др.) небольшой толщины при отбортовке кромок.
Колебания, сообщаемые расплавленному металлу сварочной ванны, изменяют характер его кристаллизации и способствуют измельчению зерна. В результате улучшаются свойства наплавленного металла. Поэтому этот способ используют при сварке металлов, характеризующихся крупнозернистым строением металла шва, таких как алюминий, медь, титан и их сплавы. Имеется положительный опыт использования способа и при сварке высокопрочных сталей и сплавов.
Сварка вольфрамовым электродом обычно целесообразна для соединения металла толщиной 0,1-6 мы. Однако ее можно применять и для больших толщин. Сварку выполняют без присадки, когда шов формируется за счет расплавления кромок, и с дополнительным присадочным металлом, предварительно уложенным в разделку или подаваемым в зону дуги в виде присадочной проволоки. Угловые и стыковые швы во всех пространственных положениях выполняют вручную, полуавтоматически и автоматически.
Для получения качественной сварки, особенно тонколистовых конструкций, следует обеспечивать точную подготовку и сборку кромок прихватками вручную вольфрамовым электродом или в специальных сборочно-сварочных приспособлениях.
Загрязнение рабочего конца электрода понижает его стойкость (образуется сплав вольфрама с более низкой температурой плавления) и ухудшает качество шва. Поэтому дугу возбуждают без прикосновения к основному металлу или присадочной проволоке, используя осциллятор. При правильном выборе силы сварочного тока рабочий конец электрода расходуется незначительно и долго сохраняет форму заточки.
Качество шва в большой степени определяется надежностью оттеснении от зоны сварки воздуха. Необходимый расход защитного газа устанавливают в зависимости от состава и толщины свариваемого металла, типа сварного соединения и скорости сварки. Соединения а и б для достаточной защиты требуют нормального расхода газов. Типы соединений в и г требуют повышенного расхода защитного газа, поэтому при сварке этих соединений рекомендуется применять экраны, устанавливаемые сбоку и параллельно шву. Поток защитного газа при сварке должен надежно охватывать всю область сварочной ванны, разогретую часть присадочного прутка и электрод. При повышенных скоростях сварки поток защитного газа может оттесняться воздухом. В этих случаях следует увеличивать расход защитного газа.
При сварке многопроходных швов с V - или Х-образной разделкой кромок первый проход часто выполняют вручную или механизированно без присадочного металла на весу. Разделку заполняют при последующих проходах с присадочным металлом. Для формирования корпя шва можно использовать медные или стальные съемные подкладки, флюсовую подушку. В некоторых случаях возможно применение и остающихся подкладок. При сварке активных металлов необходимо не только получить хороший провар в корне шва, по и обеспечить защиту от воздуха с обратной стороны расплавленного и нагретого металлов. Это достигается использованием медных или других подкладок с канавками, в которые подается защитный инертный газ. Эта же цель в некоторых случаях достигается при использовании флюсовых подушек.
При сварке труб или закрытых сосудов газ пропускают внутрь сосуда. Инертные газы, увеличивая поверхностное натяжение расплавленного металла, улучшают формирование корня шва. Поэтому их поддув используют при сварке сталей на весу. При сварке на весу, особенно без присадочного металла, следует тщательно поддерживать требуемую величину зазора между кромками.
Дефекты сварных швов
В процессе образования сварных соединений в металле шва и зоне термического влияния могут возникать различные отклонения от установленных норм и технических требований, приводящие к ухудшению работоспособности сварных конструкций, снижению их эксплуатационной надежности, ухудшению внешнего вида изделия. Такие отклонения называют дефектами. Дефекты сварных соединений различают по причинам возникновения и месту их расположения (наружные и внутренние). В зависимости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения (горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния).
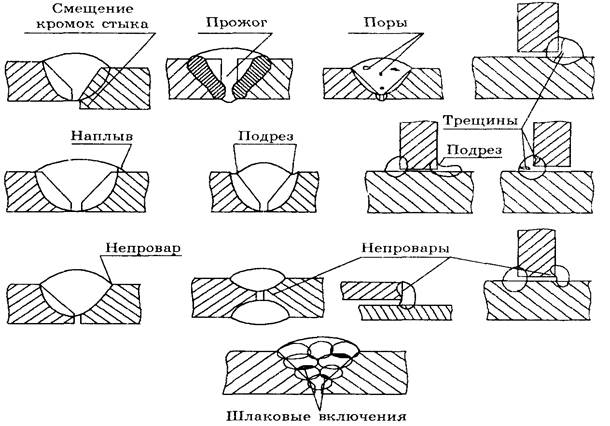
Ко второй группе дефектов, которые называют дефектами формирования швов, относят дефекты, происхождение которых связано в основном с нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, недостаточной квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся несоответствия швов расчетным размерам, непровары, подрезы, прожоги, наплывы, незаваренные кратеры и др. Виды дефектов приведены на рис. 1. Дефектами формы и размеров сварных швов являются их неполномерность, неравномерные ширина и высота, бугристость, седловины, перетяжки и т.п.
Эти дефекты снижают прочность и ухудшают внешний вид шва. Причины их возникновения при механизированных способах сварки - колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Наплывы образуются в результате натекания жидкого металла на поверхность холодного основного металла без сплавления с ним. Они могут быть местными - в виде отдельных застывших капель, а также иметь значительную протяженность вдоль шва. Чаще всего наплывы образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования наплывов - большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Подрезы представляют собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва. Они возникают в результате большого сварочного тока и длинной дуги. Основной причиной подрезов при выполнении угловых швов является смещение электрода в сторону вертикальной стенки. Это вызывает значительный разогрев металла вертикальной стенки и его стекание при оплавлении на горизонтальную стенку. Подрезы приводят к ослаблению сечения сварного соединения и концентрации в нем напряжений, что может явиться причиной разрушения.
Прожоги - это сквозные отверстия в шве, образованные в результате вытекания части металла ванны. Причинами их образования могут быть большой зазор между свариваемыми кромками, недостаточное притупление кромок, чрезмерный сварочный ток, недостаточная скорость сварки. Наиболее часто прожоги образуются при сварке тонкого металла и выполнении первого прохода многослойного шва. Прожоги могут также образовываться в результате недостаточно плотного поджатая сварочной подкладки или флюсовой подушки.
Непроваром называют местное несплавление кромок основного металла или несплавление между собой отдельных валиков при многослойной сварке. Непровары уменьшают сечение шва и вызывают концентрацию напряжений в соединении, что может резко снизить прочность конструкции. Причины образования непроваров - плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке, большое притупление, малый угол скоса кромок, недостаточный сварочный ток, большая скорость сварки, смещение электрода от центра стыка. Непровары выше допустимой величины подлежат удалению и последующей заварке.
Трещины, также как и непровары, являются наиболее опасными дефектами сварных швов. Они могут возникать как в самом шве, так и в околошовной зоне и располагаться вдоль или поперек шва. По своим размерам трещины могут быть макро- и микроскопическими. На образование трещин влияет повышенное содержание углерода, а также примеси серы и фосфора.
Шлаковые включения, представляющие собой вкрапления шлака в шве, образуются в результате плохой зачистки кромок деталей и поверхности сварочной проволоки от оксидов и загрязнений. Они возникают при сварке длинной дугой, недостаточном сварочном токе и чрезмерно большой скорости сварки, а при многослойной сварке - недостаточной зачистке шлаков с предыдущих слоев. Шлаковые включения ослабляют сечение шва и его прочность.
Газовые поры появляются в сварных швах при недостаточной полноте удаления газов при кристаллизации металла шва. Причины пор - повышенное содержание углерода при сварке сталей, загрязнения на кромках, использование влажных флюсов, защитных газов, высокая скорость сварки, неправильный выбор присадочной проволоки. Поры могут располагаться в шве отдельными группами, в виде цепочек или единичных пустот. Иногда они выходят на поверхность шва в виде воронкообразных углублений, образуя так называемые свищи. Поры также ослабляют сечение шва и его прочность, сквозные поры приводят к нарушению герметичности соединений.
Микроструктура шва и зоны термического влияния в значительной степени определяет свойства сварных соединений и характеризует их качество.
К дефектам микроструктуры относят следующие: повышенное содержание оксидов и различных неметаллических включений, микропоры и микротрещины, крупнозернистость, перегрев, пережог металла и др. Перегрев характеризуется чрезмерным укрупнением зерна и огрублением структуры металла. Более опасен пережог - наличие в структуре металла зерен с окисленными границами. Такой металл имеет повышенную хрупкость и не поддается исправлению. Причиной пережога является плохая защита сварочной ванны при сварке, а также сварка на чрезмерно большой силе тока
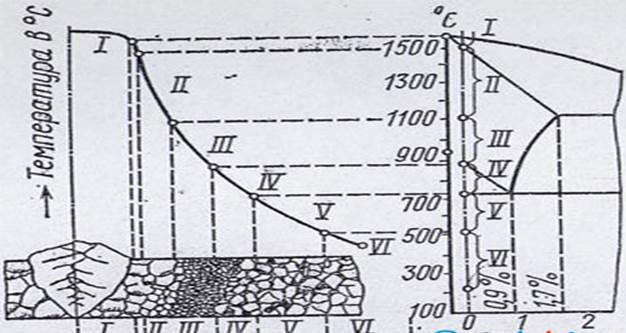
Схема распределения структур в сварном шве и околошовной зоне (цифрами I, II, III и т.д. обозначены одни и те же участки на разрезе шва, кривой распределения температур и шкале температур на диаграмме железо-углерод) I - неполное расплавление; II - перегрев; III - нормализация; IV - неполная перекристаллизация; V - рекристаллизация; VI – синеломкость