Домашнее задание:
1. Выполнить в рабочей тетради чертежи основных операций, выполняемых на фрезерном станкеи подписать как в таблице. «Основные операции, выполняемые на фрезерных станках»

Подготовка станка к работе включает в себя три основных этапа: проверку исправности станка; наладку станка; размерную настройку станка. Проверку исправности станк
тФрезерование плоскостей цилиндрическими фрезами. Перед выполнением работ осуществляют наладку и настройку фрезерного станка.
Наладка фрезерного станка — подготовка технологического оборудования и оснастки к выполнению определенной технологической операции (установка оправки на станке; установка фрезы и установочных колец на оправке; проверка биения фрезы; установка приспособления на станке; выверка заготовки относительно инструмента; расстановка упоров, ограничивающих ход стола, и др.).
Настройка фрезерного станка заключается в установлении требуемого числа оборотов шпинделя станка, заданной минутной подачи и глубины фрезерования.
Установку и закрепление фрезы производят, после того как выбран оптимальный для данных условий обработки типоразмер цилиндрической фрезы. В соответствии с размером диаметра отверстия фрезы выбирают необходимый диаметр оправки.
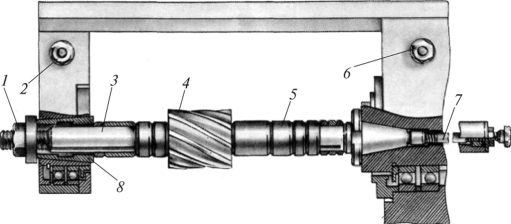
Рис. 8.11. Оправка для закрепления фрез
На отечественных заводах применяются оправки стандартных диаметров: 16,22,27,32,40,50 и 60 мм. На рис. 8.11 показана фрезерная оправка 3 для крепления цилиндрической или дисковой фрезы или набора фрез с установочными кольцами 5. Фрезерная оправка ставится в конус шпинделя и затягивается шомполом 7. На оправку надевают установочные (проставные) кольца и на требуемом расстоянии от торца шпинделя — фрезу 4. После фрезы следуют кольца и конусная втулка #под серьгу с учетом желаемого удаления серьги от фрезы. Набор колец с фрезой (или набором фрез) и конусной втулкой затягивается на оправке гайкой 1. После этого серьга подвигается на конусную втулку оправки до отказа и крепится на хоботе гайки 2. Хобот должен быть закреплен на станине гайками 6. При тяжелых работах устанавливается вторая серьга, для чего в набор включается вторая конусная втулка.
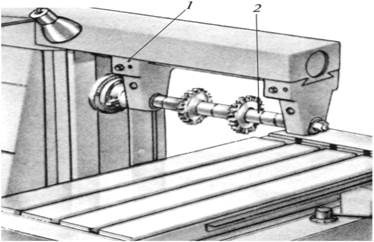
Рис. 8.12. Установка дополнительной серьги
Установка и закрепление фрезы осуществляются в такой
последовательности:
- 1) выдвинуть хобот станка поворотом торцевого ключа, предварительно отвернув стопорящие винты (рис. 8.13);
- 2) отвернуть винт и снять серьгу;
- 3) вставить оправку коническим концом в отверстие шпинделя, совместить пазы во фланце оправки с сухарями на конце шпинделя и закрепить оправку шомполом. Конический хвостовик оправки должен плотно входить в коническое отверстие шпинделя, поэтому необходимо оберегать хвостовик и гнездо в шпинделе от забоин, тщательно очищать их от пыли перед закреплением;
- 4) надеть на оправку подобранные установочные кольца и фрезу так, чтобы направление вращения шпинделя станка соответствовало направлению винтовых канавок фрезы: надо обязательно выбирать схемы с разноименными направлением винтовых канавок фрезы и направлением вращения шпинделя;
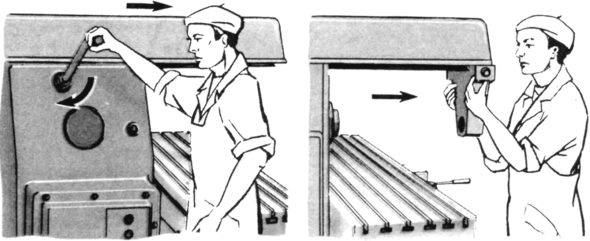
Рис. 8.13. Закрепление фрезы на оправке
- 5) надеть на оправку остальные установочные кольца и затянуть гайку на конце оправки. При этом гайка должна не закрывать шейку оправки, которая входит в подшипник серьги;
- 6) установить серьгу так, чтобы конец оправки (шейка) вошел в подшипник серьги (рис. 8.14, о);

Рис. 8.14. Установка серьги
- 7) закрепить фрезу на оправке, затянув гайку ключом (рис. 8.14, б);
- 8) закрепить хобот и смазать подшипник серьги;
- 9) проверить биение фрезы и оправки, которое должно соответствовать нормам, используя индикатор со штативом.
Режимы фрезерования указывают в операционных картах механической обработки.
Установка на глубину фрезерования осуществляется в такой последовательности:
- 1) ослабить затяжку стопорных винтов;
- 2) при вращающемся шпинделе осторожно подвести вручную стол вместе с закрепленной заготовкой под фрезу до момента легкого касания;
- 3) вывести заготовку из-под фрезы ручным перемещением стола в продольном направлении;
- 4) вращением рукоятки вертикальной подачи поднять стол на расстояние, равное глубине фрезерования; отсчет перемещения стола производят по лимбу (кольцу с делениями). Отсчет по лимбу принципиально можно вести от любого деления шкалы, однако для удобства и упрощения отсчета, после того как фреза коснулась обрабатываемой заготовки, лимб следует установить на нулевое положение, т.е. риску лимба с отметкой 0 совместить с визирной риской;
- 5) застопорить консоль и салазки поперечной подачи и установить кулачки включения механической подачи на требуемую длину фрезерования;
- 6) плавным вращением рукоятки продольной подачи стола подвести обрабатываемую заготовку к фрезе, немного не доводя, включить станок, включить механическую подачу и приступить к работе.
Фрезерование наклонных плоскостей и скосов. Как известно, наклонной называют плоскость детали, расположенную под некоторым углом к горизонтальной плоскости. Скосом называют наклонную плоскость детали, имеющую небольшую площадь. При фрезеровании наклонных плоскостей и скосов цилиндрическими фрезами заготовку поворачивают под требуемым углом к оси фрезы. При этом установку заготовки можно произвести разными способами, используя: о универсальные тиски, при установке которых на требуемый угол следует иметь в виду, что подлежащая обработке наклонная плоскость должна быть расположена горизонтально, т.е. параллельно оси фрезы;
о универсальные поворотные плиты (рис. 8.16), позволяющие обрабатывать плоскости с любым углом наклона в пределах от О до 90° и одновременно осуществлять поворот обрабатываемой заготовки в горизонтальной плоскости на угол до 180°. Заготовку крепят к столу универсальной плиты прихватами или болтами, как при закреплении на столе фрезерного станка;
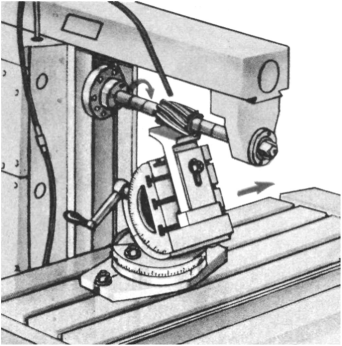
Рис. 8.16. Фрезерование наклонной плоскости на универсальной поворотной плите
о специальные приспособления, позволяющие устанавливать под требуемым углом к оси фрезы две обрабатываемые заготовки и фрезеровать одновременно торцевой или цилиндрической фрезой.
Универсальные тиски и универсальные поворотные плиты применяют в единичном или мелкосерийном производстве, специальные приспособления — в крупносерийном и массовом производствах.
Фрезерование плоскостей торцевыми фрезами. При работе торцевыми фрезами наладка и настройка вертикально- и горизонтально-фрезерных станков принципиально аналогичны наладке и настройке горизонтально-фрезерного станка при работе цилиндрическими фрезами. Поэтому остановимся лишь на отличительных особенностях наладки и настройки при фрезеровании торцевыми фрезами.
Установка и закрепление торцевых фрез на вертикально-фрезерных станках. В зависимости от вида применяемой фрезы крепление ее на вертикально-фрезерном станке может производиться несколькими способами.
Торцовые фрезы, имеющие калиброванное сквозное отверстие, центрируют по цилиндрической части оправки 3 конусной частью, устанавливают в конусное отверстие шпинделя и закрепляют в нем шомполом 1 и гайкой 2 (рис. 8.17, а). Базо-
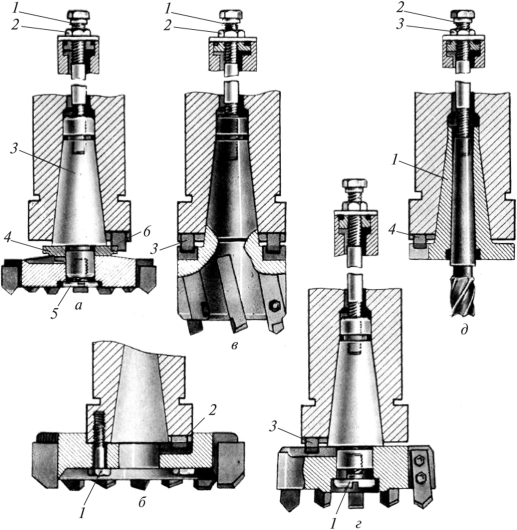
Р и с. 8.17. Установка фрез на станке
вый торец фрезы опирается на один из торцов переходного фланца 4, второй торец которого опирается на торец оправки 3. Ш ипы шпинделя 6 входят в пазы переходного фланца, а выступы фланца — в пазы фрезы, передавая крутящий момент от шпинделя фрезе. Фрезу крепят на оправке винтом 5 с помощью специального ключа.
Торцовые фрезы, имеющие центрирующую выточку (диаметром 128,57 мм), устанавливают непосредственно на головку шпинделя и закрепляют на нем четырьмя винтами 1 (рис. 8.17,6). Шипы шпинделя 2 входят в пазы корпуса фрезы, передавая крутящий момент от шпинделя фрезе.
Торцовые фрезы с конусным хвостовиком, имеющим номинальный наибольший диаметр конуса 59,85 мм и конусность 7:24, вставляют в конусное отверстие шпинделя, закрепляют в нем шомполом 1 и гайкой 2(рис. 8.17, в). Крутящий момент передается шипами 3, входящими в пазы корпуса фрезы.
Настройка вертикально-фрезерных станков на соответствующие режимы резания производится также, как и настройка горизонтально-фрезерных станков.