Операционную карту (ОК) используют при операционной форме описания ТП. Для каждой операции оформляют отдельная ОК.
ОК для операций с использованием разных технологических методов имеют разные формы и оформляют их несколько по-разному.
Формы и правила оформления ОК для операций обработки резанием приведены в ГОСТ 3.1404–86.
Существует 2 основных вида форм ОК: форма 2 с полем для размещения графической информации (рис. 6) и форма 3 – без такого поля (рис. 7). Обе эти формы используют для первого (заглавного) листа. Для последующих листов используют форму 2а (рис. 8).

рис. 6. Бланк операционной карты для операций обработки резанием с полем для графической информации. Первый лист (форма 2)

рис. 7. Бланк операционной карты для операций обработки резанием без поля для графической информации. Первый лист (форма 3)

рис. 8. Бланк операционной карты для операций обработки резанием. Последующие листы (форма 2а)
Для изложения технологической операции в ОК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. В ОК используют служебные символы О, Т, Р.
В строку О, без разделения на графы, записывают содержание перехода. Запись следует выполнять по всей длине строки; при необходимости, следует перенести информацию на последующие строки. Порядок записи содержания перехода описан в разделе 4.
В строку Т заносят информацию о применяемой при выполнении операции технологической оснастке. Порядок заполнения строки Т такой же, как и при оформлении МК. В целях разделения информации по группам технологической оснастки и поиска необходимой информации допускается перед указанием состава применять условное обозначение их видов:
· приспособления – ПР;
· вспомогательный инструмент – ВИ;
· режущий инструмент – РИ;
· средства измерений – СИ.
Например, СИ. АБВГ.ХХХХХХ.ХХХ Пробка; АБВГ.ХХХХХХ.ХХХ Шаблон.
В строку Р заносят информацию о технологических режимах. Строка Р разделена на графы.
ОК разделена на графы. Размеры граф установлены ГОСТ 3.1404–86. Графы форм ОК следует заполнять в соответствии с Таблица 3.
Таблица 3. Содержание граф ОК в формах 2, 3, 2а (см. рис. 6, рис. 7, рис. 8)
| Номер | Строка | Наименование | Содержание информации |
| графы | (условное | ||
| обозначение) | |||
| графы | |||
| – | ЕВ | Код единицы величины (массы, длины, площади и т. п.) | |
| детали, заготовки, материала по классификатору СОЕИ. | |||
| Допускается указывать единицы измерения величины | |||
| – | МД | Масса детали по конструкторскому документу | |
| – | Профиль и | Профиль и размеры исходной заготовки. Информацию по | |
| размеры | размерам следует указывать исходя из условий имеющихся | ||
| размеров заготовки (длины, ширины, высоты), например 1000 | |||
| 2500 100 | |||
| – | МЗ | Масса заготовки | |
| – | КОИД | Количество одновременно обрабатываемых заготовок | |
| – | Тпз. | Норма подготовительно-заключительного времени на | |
| операцию | |||
| Тшт. | Норма штучного времени на операцию | ||
| Р | – | Резервная графа. В графе допускается записывать | |
| содержание перехода | |||
| Р | ПИ | Номер позиции инструментальной наладки. Графу следует | |
| заполнять для операций на станках с ЧПУ | |||
| Р | D или В | Расчетный размер обрабатываемого диаметра (ширины) | |
| детали (с учетом величины врезания и перебега) | |||
| Р | L | Расчетный размер длины рабочего хода (с учетом величины | |
| врезания и перебега) | |||
| Р | t | Глубина резания | |
| Р | i | Число рабочих ходов | |
| Р | s | Подача, мм/об | |
| Р | п | Число оборотов шпинделя в минуту | |
| Р | V | Скорость резания, м/мин | |
| – | Наименование | Наименование операции | |
| операции | |||
| – | Материал | Краткая форма записи наименования и марки материала по | |
| ГОСТ 3.1129–93 и ГОСТ 3.1130–93 | |||
| – | Твердость | Твердость материала заготовки, поступившей для обработки | |
| – | Оборудование | Краткое наименование или модель оборудования. | |
| Для станков с ЧПУ следует дополнительно указывать вид | |||
| (тип) устройства ЧПУ | |||
| – | Обозначение | Обозначение программы в соответствии с требованиями | |
| программы | отраслевых НТД. Графу следует заполнять для операций на | ||
| станках с ЧПУ | |||
| – | То | Норма основного времени |
| – | Тв | Норма вспомогательного времени | |
| – | СОЖ | Информация по применяемой смазочно-охлаждающей | |
| жидкости | |||
| – | Поле для эскиза обрабатываемой заготовки |
Пример оформления ОК на операцию, выполняемую на станке с ЧПУ, приведен на рис. 9.

рис. 9. ОК на операцию, выполняемую на станке с ЧПУ
ОК на операции, специализированные по методам сборки (включая сварку, пайку, клепку, монтаж, склеивание, обмотку и изолирование, а также промывку, пропитку, сушку, настройку, регулировку, выполнение слесарных и прочих операций), оформляют только в серийном и массовом производствах. В условиях единичного и мелкосерийного производства для операционного описания используют бланк МК.
Формы и правила оформления ОК для операций сборки приведены в ГОСТ 3.1407– 86.
Существует несколько видов форм ОК для операций сборки. Чаще всего используют форму 1 для первого (заглавного) листа (рис. 10) и форму 1а для последующих листов (рис. 11).
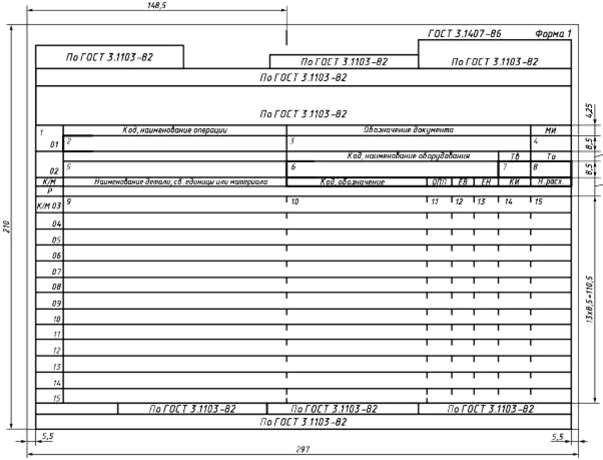
рис. 10. Бланк операционной карты для операций сборки. Первый лист (форма 1)
Задание: Самостоятельно изучите ГОСТ 3.1407– 86. Формы и правила оформления ОК для операций сборки.