Практическая работа №3.
Цель работы:
Ознакомится с основными способами обработки наружных цилиндрических поверхностей.
Ожидаемые результаты:
Предполагается, что в конце изучения темы учащиеся:
- Сформируют знания о методах обработки наружных поверхностей, режущем инструменте и режимах резания.
- Сформировать практические навыки работы со справочной литературой.
- Сформируют новое мышление, технологическую грамотность отвечающих требованиям современного общества.
- Умение применять полученные знания в жизни.
Порядок выполнения работы:
1. Изучение способов обработки поверхностей.
Гладкие наружные цилиндрические поверхности обрабатывают следующим образом. Предварительно определяют толщину слоя металла, который необходимо срезать с заготовки, а также необходимые число рабочих ходов и глубину резания за каждый рабочий ход. Для упрощения установки глубины резания на токарно-винторезных станках имеется устройство, называемое лимбом. Лимб — кольцо с делениями, закрепленное на винте поперечной подачи. При повороте лимба на одно деление резец перемещается в поперечном направлении на какую-то величину, называемую ценой деления лимба. Цена деления лимба поперечной подачи для станков 1К62,16К20 — 0,05 мм.
Чтобы получить нужный диаметр детали, применяют метод пробных рабочих ходов. Резец подводят к вращающейся заготовке до соприкосновения с обрабатываемой поверхностью. Затем резец отводят вправо за пределы заготовки. Поперечные салазки суппорта по лимбу подают вперед на величину, несколько меньшую, чем требуется для получения окончательного размера. После этого обтачивают участок поверхности на длину 3... 5 мм, отводят резец и измеряют размер обточенного участка.
По данным измерения уточняют, на какое расстояние требуется дополнительно подать резец вперед. Когда резец окончательно установлен
на размер, остальные заготовки партии обрабатывают с установкой резца по лимбу без пробных рабочих ходов.
Чтобы люфт не вызывал погрешности при установке резца по лимбу, рукоятку винта вращают только по часовой стрелке вправо, предварительно сделав один оборот против часовой стрелки.
1. Изучение глубины резания.
Глубина резания tмм, — толщина слоя металла, срезаемого за один рабочий ход резца. Глубину резания t(рис. 1.) измеряют в направлении, перпендикулярном обработанной поверхности:
При наружном продольном точении — это полуразность
диаметров заготовки Dдо обработки и dпосле
обработки; (рис. 1.)
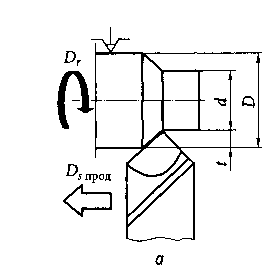
Рис.1
2. Получить у преподавателя индивидуальное задание.
3. Зарисовать схемы обработки детали, на которых указать глубину резания и диаметры (черновой и чистовой обработки).
4. Рассчитать глубину резания для чернового и чистового точения.
5. Заполнить таблицу 1 отчета.
6. Определить цену деления лимба винта поперечной подачи для взятой глубины резания (черновое и чистовое точение). Заполнить таблицу 2 отчета.
7. Подобрать марку режущего инструмента для черновой и чистовой обработки детали.
8. Заполнить таблицу 3 отчета.
Исходные данные
На токарно – винторезном станке обтачивается заготовка за два рабочих прохода начерно и начисто из твердого сплава требуется определить число делений лимба винта поперечной подачи:
| № Вар | Черновое обтачивание | Чистовое обтачивание | Цена деления лимба | Режущий инстру- мент | Материал заготовки |
| 1 | Ø32мм на Ø25,4мм | Ø25,4мм на Ø24мм | 0,05мм | отогнутый | Сталь конструкционная |
| 2 | Ø26мм на Ø22,8мм | Ø22,8мм на Ø21,6 | 0,1мм | прямой | Чугун серый |
| 3 | Ø44мм на Ø38,8мм | Ø38,8мм на Ø37,2 | 0,02мм | упорный | Сталь конструкционная |
| 4 | Ø39мм на Ø31,2мм | Ø31,2мм на Ø29,7мм | 0,05мм | прямой | Стальное литье |
| 5 | Ø24мм на Ø18,6мм | Ø22,6мм на Ø21мм | 0,1мм | отогнутый | Сталь конструкционная |
| 6 | Ø40мм на Ø34,2мм | Ø37,2мм на Ø36мм | 0,02мм | упорный | Чугун ковкий |
| 7 | Ø38мм на Ø 32,4мм | Ø 32,4мм на Ø30,2мм | 0,05мм | отогнутый | Легированная сталь |
| 8 | Ø50мм на Ø 41,4мм | Ø 41,4мм на Ø39мм | 0,02мм | прямой | Сталь конструкционная |
| 9 | Ø80мм на Ø 72,8мм | Ø 72,8мм на Ø71мм | 0,1мм | отогнутый | Чугун серый |
| 10 | Ø36мм на Ø28,2мм | Ø28,2мм на Ø26,2мм | 0,05мм | упорный | Стальное литье |
| 11 | Ø35мм на Ø28,2мм | Ø28,2мм на Ø26мм | 0,02мм | отогнутый | Сталь конструкционная |
| 12 | Ø20мм на Ø12,8мм | Ø12,8мм на Ø11,4мм | 0,1мм | упорный | Чугун ковкий |
| 13 | Ø52мм на Ø46,4мм | Ø46,4мм на Ø 44,2мм | 0,05мм | упорный | Легированная сталь |
| 14 | Ø60мм на Ø52,4мм | Ø52,4мм на Ø 50,2мм | 0,1мм | упорный | Сталь конструкционная |
| 15 | Ø56мм на Ø48,2мм | Ø48,2мм на Ø 46мм | 0,02мм | отогнутый | Чугун ковкий |
| 16 | Ø54мм на Ø46,4мм | Ø46,4мм на Ø 44,4мм | 0,05мм | прямой | Стальное литье |
| 17 | Ø46мм на Ø40,2мм | Ø40,2мм на Ø 38,2мм | 0,1мм | отогнутый | Сталь конструкционная |
| 18 | Ø40мм на Ø34,6мм | Ø34,6мм на Ø 32,4мм | 0,02мм | упорный | Чугун серый |
| 19 | Ø36мм на Ø38,8мм | Ø38,8мм на Ø 36,4мм | 0,05мм | прямой | Легированная сталь |
| 20 | Ø38мм на Ø32,4мм | Ø32,4мм на Ø 30,2мм | 0,1мм | отогнутый | Сталь конструкционная |
| 21 | Ø32мм на Ø26,2мм | Ø26,2мм на Ø 24,2мм | 0,02мм | упорный | Чугун ковкий |
| 22 | Ø26мм на Ø20,2мм | Ø20,2мм на Ø 18мм | 0,05мм | отогнутый | Стальное литье |
| 23 | Ø42мм на Ø40,2мм | Ø40,2мм на Ø38,8мм | 0,1мм | отогнутый | Сталь конструкционная |
| 24 | Ø38мм на Ø36,2мм | Ø36,2мм на Ø34,6мм | 0,02мм | прямой | Легированная сталь |
| 25 | Ø34 мм на Ø32,4мм | Ø32,4мм на Ø30,8мм | 0,05мм | упорный | Чугун серый |
| 26 | Ø64 мм на Ø62,мм | Ø62,мм на Ø60,8мм | 0,1мм | прямой | Сталь конструкционная |
| 27 | Ø82 мм на Ø39,8мм | Ø79,8мм на Ø78,2мм | 0,02мм | отогнутый | Легированная сталь |
| 28 | Ø80 мм на Ø78,2мм | Ø78,2мм на Ø76,4мм | 0,05мм | упорный | Сталь конструкционная |
| 29 | Ø46 мм на Ø44,2мм | Ø44,2мм на Ø42,6мм | 0,1мм | прямой | Стальное литье |
| 30 | Ø58 мм на Ø56,4мм | Ø56,4мм на 54,6мм | 0,02мм | отогнутый | Сталь конструкционная |