Выполнила: студентка группы 31ТМ
__________________Мордовина А.Л.
(подпись)
Руководитель практики, преподаватель ГКПТЭ, специалист высшей категории
___________________Наливайко С.А.
(подпись)
Оценка:___________________
Горловка -2021
ЧЕРТЕЖ- ЗАДАНИЕ

Задание: выполнить выбор инструментов и станка для обработки - сверление отверстия Ø18Н12, организовать рабочее место станочника.
СОДЕРЖАНИЕ
1 ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ
2 ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
3 ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
4 ОРГАНИЗАЦИЯ ТРУДА
ВЫВОД
СПИСОК ЛИТЕРАТУРНЫХ ИСТОЧНИКОВ И ИНТЕРНЕТ-РЕСУРСОВ
1 ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ
Рассматриваемая деталь №БСА 01.03.007 «Колесо зубчатое». Масса детали 22,7кг. Габаритные параметры детали: максимальная длина Lд=110мм, Dд=329мм.Особенности конструкции детали: деталь формы диска, с ассиметрично выступающей ступицей, на ободе колеса есть торцевые канавки и 4 отверстия Ø18Н12, зубчатый венец с показателями: модуль m=6, число зубьев Z=52. Деталь выполнена из стали конструкционной 40Х ГОСТ4543-71, термообработка детали улучшение до твердости 241-285НВ.
Таблица 1.1- Выбор инструмента для обработки детали
| Вид механической обработки | Инструмент режущий по ГОСТ | Параметры инструмента, мм |
| Обработка отверстия Ø18Н12 и фаски-2х45º | Сверло-035-2301-1051 Р6М5 ОСТ-И 20-2-80 | Ø18мм, L=235, l0=135, L=160, конус морзе №2, ω=31 º, |
| Зенковка-2353-0123 Р6М5 ГОСТ 14953-80 | D=25,0; d=70,L=125,L0=33, L =150, конус морзе№2, 2ω=60 º |

Рисунок 1.1- Эскиз сверла
Режущий инструмент выбрали пользуясь данными стандартов и нормативной документации, за основу приняли требуемые размеры отверстия. Сталь Р6М5 выбрана в связи с тем, что осевые инструменты в основном изготавливают из быстрорежущих сталей.
Основные характеристики стали Р6М5
Сталь Р6М5 является быстрорежущей и относится к одному из видов инструментальной стали. Она обладает высоким запасом прочности, который позволяет ей обрабатывать твердые материалы. Скорость работы шлифовальных, сверлильных приборов, где ее применяют, при этом превосходит в разы скорость, которую дает обычный сплав. Это не единственное преимущество быстрорежущей стали, маркированной, как Р6М5. К виду рапидных сталей относят сплавы металлов, в которые добавлены дополнительные вещества, улучшающие их химические и физические свойства. Благодаря этому сплав металла становится крепким, износостойким, не способным контактировать с кислородом и покрываться ржавчиной. Быстрорежущая сталь Р6М5 отличается от обычных углеродных сплавов тем, что она может обрабатывать любой твердый материал на высокой скорости, обладая хорошей износостойкостью. Она обладает уникальными свойствами, которые позволяют изготавливать такие инструменты, как фрезы, метчики или развертки.
2 ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
Согласно задания - необходимо провести обработку отверстия Ø18Н12 и фаски 2×45 º методом сверления в качестве, следовательно - в качестве оборудования выбираем станок 2М55.
Радиально-сверлильный станок 2М55, который относится к категории двухколонного оборудования, пришел на смену устаревшей модели 2Н55. Технические возможности данного станка, который массово выпускался на Одесском станкостроительном заводе во второй половине прошлого века, позволяют применять его для эффективного выполнения различных технологических операций при работе с деталями корпусного типа.
Сферы применения и технические особенности станка.
Станок 2М55, конструкция которого разработана в известном Одесском конструкторском бюро «АРС», служит для выполнения таких технологических операций, как:
- сверление и рассверливание отверстий;
- зенкерование;
- развертывание;
- растачивание предварительно выполненных отверстий;
- нарезание внутренней резьбы;
- подрезка торцов деталей и др.

Рисунок 2.1 - Внешний вид радиально-сверлильного станка 2М55
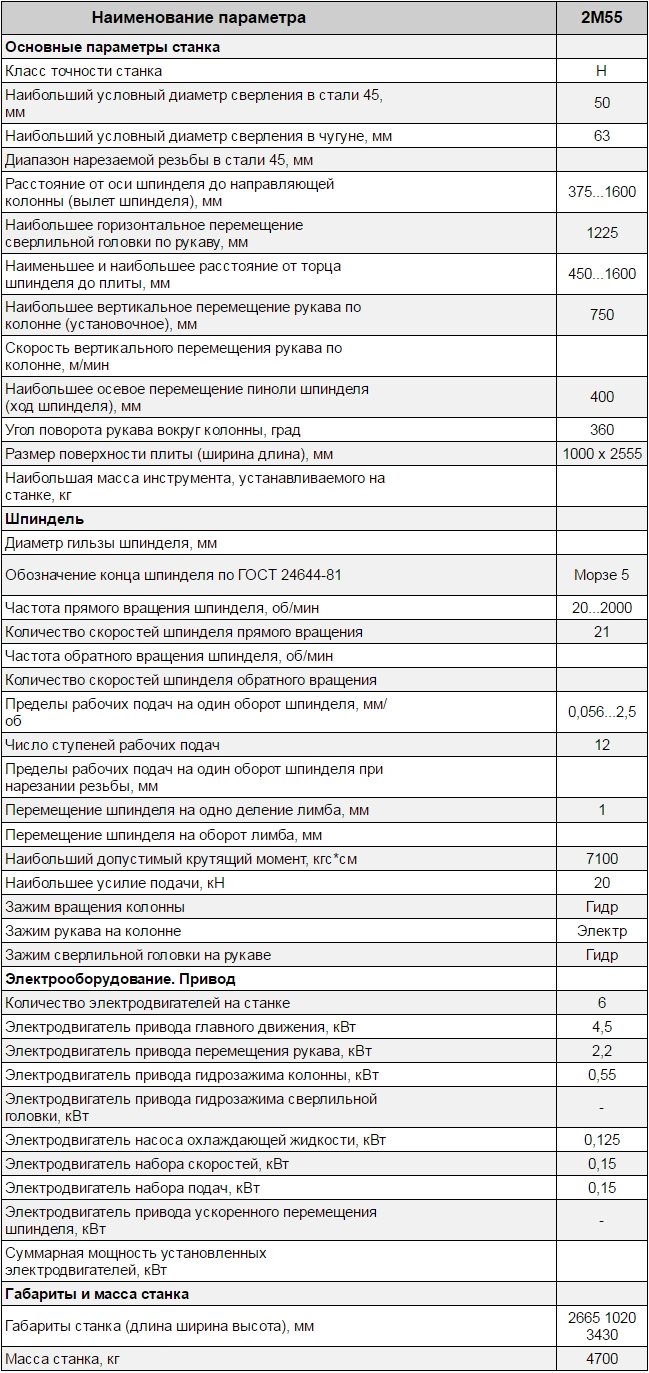
Технические характеристики станка 2М55 приведены в приложении А данного отчета.
3 ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
Исходные данные: материал детали сталь 40Х ГОСТ4543-71.
Масса детали:22,7кг. Твердость стали НВ-241-285. ТО - улучшение. Станок модели 2М55,мощность: N=4.5 kBT. КПД двигателя станка - ɳ=0,8.
Приспособление: трех-кулачковый патрон само-центрирующий с вертикальной осью.
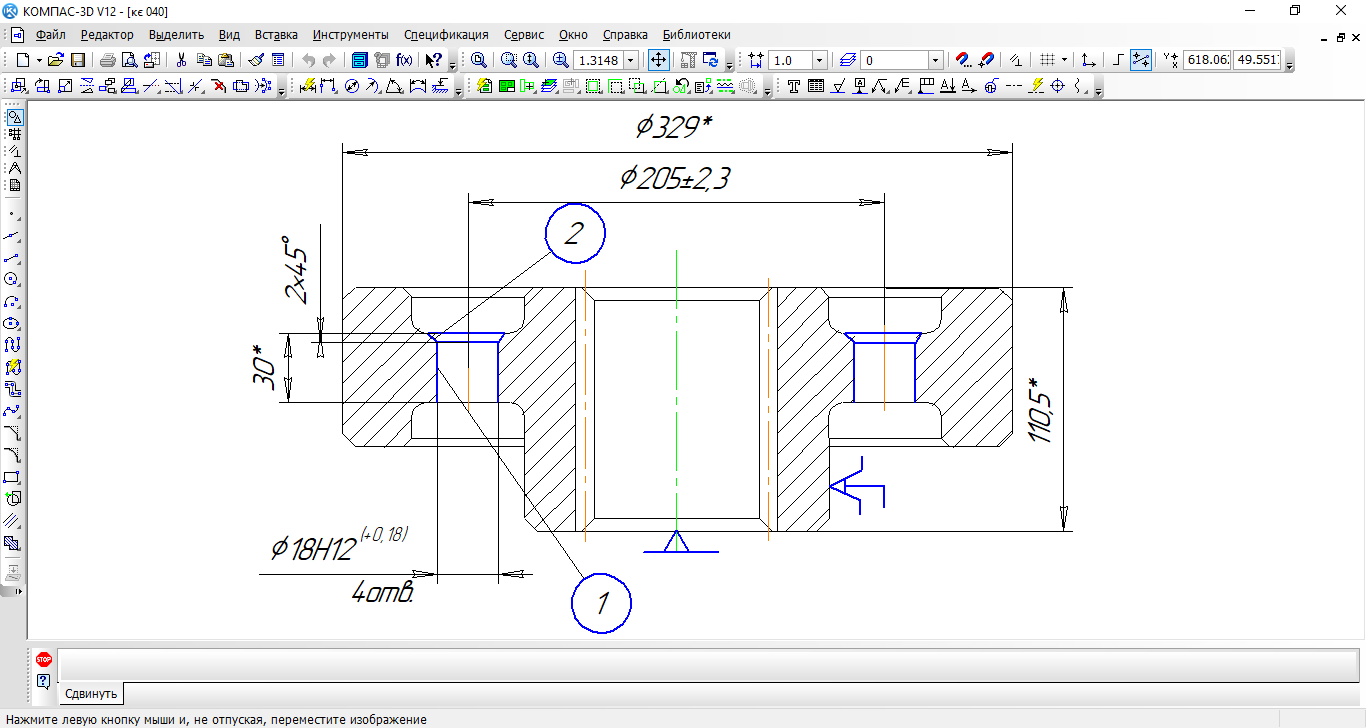
Рисунок 3.1 - Эскиз операции
Выбор инструмента и мерителя по ГОСТ:
- сверло 035-2301-1051 Р6М5 ОСТ-И 20-2-80,
- зенковка-2353-0123 Р6М5 ГОСТ-14953-80,
- ШЦ-ІІІ-1-350 0,1 ГОСТ-166-80.
Содержание переходов:
1.Сверлить 4 отверстия Ø18Н12
2.Зенкеровать фаску 2*45 º в отверстиях
3.Контроль исполнителем
Таблица 3.1 - Режимы резания
| № перехода | Глубина резания t, мм | Подача и попр.коэф
 Об/мм
Об/мм
| Подача по паспорту,  Об/мм
Об/мм
| Скорость резания и коэф. попр
 м/мин
м/мин
| Частота вращения
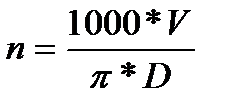

| Частота вращения по паспорту  , ,
| Действ. Скорость рез.
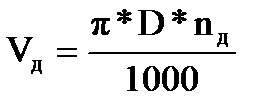 м/мин
м/мин
|
| 18/2=9 | 0,35 | 0,28 | 27,5 | 7,06 | |||
| 0,7 | 0,4 | 22,5 | 14,5 |
Мощность при максимальной глубине резания tmax=9мм равна Nрез=1.6 кВТ. Проверка возможности обработки:
 ,
,
1.6кВт ˂ 3,6кВт.
Вывод: обработка возможна.
Таблица3.2 - Основное время
| № Перехода | Длина
обработ-ки
 , мм , мм
| Врезание ∆, мм | Перебег y,мм | Кол-во проходов i | Основное время
обработки поверхности
 *i, мин. *i, мин.
|
| 3,54 | |||||
| 0.22 | |||||
Всего по операции  ∑ ∑
| 3,76 |
Время установки детали в приспособление (мин.): Туст= 0,30
Время связанное с переходом (мин.):
Тпер1=0,10, Тпер2=0,08.
На всю операцию: ТперΣ=0,18мин.
Время связанное с переходом, но не вошедшее в комплекс приемов (мин.):
Тпер’1=0,02+0,08+0,12+0,05=0.27,
Тпер’2=0.02+0.08+0.12+0.05=0.27.
На всю операцию: Тпер’Σ=0.54мин.
Время контрольных измерений (мин.) Тизм.=0,10.
Вспомогательное время на операцию (мин):
Твсп=Туст+Тпер.Σ+Тпер’Σ+ Тизм =0.30+0.18+0.54+0.10=1.12.
Оперативное время (мин):
Топерат.= ТоснΣ + Твсп. =3,76+1.12=4,88мин.
Время на организацию (обслуживание) рабочего места "а" =4 %.
Время перерывов отдых и личн.потребности рабочего "в" =4 %.
Штучное время (мин):
 5,27мин.
5,27мин.
Подготовительно-заключительное время на партию:
Тпз= ТпзА+ТпзВ..=11+5=16мин.
4 ОРГАНИЗАЦИЯ ТРУДА
Рациональная организация рабочего местасверловщика предусматривает обеспечение полной безопасности работы, установление и поддержание чистоты, порядка и нормальных условий труда на рабочем месте. При правильной организации рабочего места и труда рабочему не приходится непроизводительно затрачивать время на поиски инструмента, приспособлений, заготовок, ходить за нарядами, технической документацией и т. д.
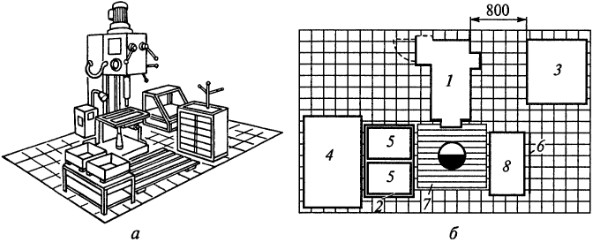
Рисунок 4.1 – Рабочее место сверловщика и его план
На рабочем месте должны находиться только те инструменты, приспособления и заготовки, которые необходимы для выполнения данной работы. Все остальные предметы необходимо хранить на стеллажах или в инструментальном шкафчике с полочками и отдельными ячейками.
Инструмент, хранящийся в инструментальной тумбочке, должен быть разложен по типоразмерам. Мелкий режущий инструмент следует помещать в верхних ячейках, более крупный и редко применяемый — в нижних.
Измерительный инструмент нужно хранить отдельно от режущего, выделив для него специальное место в инструментальной тумбочке. Обтирочный материал, щетки, скребки рекомендуется хранить в отдельном ящике.
Инструменты и приспособления, которыми рабочий пользуется чаще, следует класть ближе, которыми пользуется реже, — дальше.
Чертежи, операционные карты, рабочие наряды должны лежать так, чтобы ими было удобно пользоваться.
Рабочее место сверловщика, работающего на вертикально-сверлильных станках
Мелкие заготовки, обрабатываемые в больших количествах, следует хранить в ящиках, расположенных у станка на уровне рук рабочего. Готовые детали складываются в отдельный ящик, стоящий также вблизи рабочего места.
В инструментальном шкафчике надо поддерживать строгий порядок.
Кроме сверлильного станка на рабочем месте расположен приемный столик, на котором устанавливается тара с заготовками, подлежащими обработке. Кроме того, предусмотрены стеллаж
для хранения приспособлений, инструментальная тумбочка для режущего, мерительного и вспомогательного инструментов, стеллаж-подставка под настольное оборудование.
На инструментальной тумбочке установлен планшет для рабочих чертежей и технологической документации. Вблизи станка кладется деревянная решетка под ноги, на которой устанавливается вращающийся подъемный стул. Рабочее место сверловщика, работающего на радиально-сверлильном станке, организовано аналогично предыдущему.
Помимо радиально-сверлильного станка, рабочее место оснащено инструментальным шкафом для хранения инструмента, передвижным приемным столиком, подставками для корпусных деталей,стеллажами для хранения приспособления, деревянной решеткой под ноги сверловщику и планшетом для рабочих чертежей и технологической документации.
На деревянной решетке устанавливается вращающийся стул для сверловщика.
На рабочем месте сверловщика должны быть обеспечены рациональное освещение, нормальная температура, влажность, чистота воздуха и пр.
ВЫВОД
В ходе учебной практики по междисциплинарному курсу «МДК03.01 Реализация технологических процессов изготовления деталей»научились выбирать оснастку, назначать рациональные режимы резания и нормировать указанную операцию, пользоваться специальной нормативной литературой и интернет ресурсами на технических сайтах.
СПИСОК ЛИТЕРАТУРНЫХ ИСТОЧНИКОВ И ИНТЕРНЕТ РЕСУРСОВ
1. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках, книга 1,часть 1, - М.: Машиностроение, 1974, 416с.
2. Промышленный и экологический портал PROMPRIEM.RU[электронный доступ] URL: https://prompriem.ru/stati/t15k6.html
3. Сайт «Технологии и профессии tehinfor.ru» [электронный доступ] URL: https://tehinfor.ru/s_3/rab_mesto.html
4. Сайт ООО «МЕККАИН» [электронный доступ] URL: https://mekkain.ru/stati/tokarnyij-stanok-2М55-texnicheskie-xarakteristiki-i-analogi.html
Приложение А. Технические характеристики станка 2М55