ЛАБОРАТОРНОЕ ЗАНЯТИЕ
Тема: Ознакомление с устройством и методикой работы универсальных средств измерения
Краткие теоретические сведения
Микрометр гладкий типа МК 25-50.
 Рис 1
Рис 1
НАЗНАЧЕНИЕ:
Предназначен для измерения наружных размеров рис1.
Применяется в машиностроении и других отраслях промышленности.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Измерительное усилие, Н 5-10
УСЛОВИЯ ЭКСПЛУАТАЦИИ
Микрометры допускается эксплуатировать при температуре окружающей среды от +10 до +30 0С и относительной влажности воздуха не более 80%. Наличие примесей агрессивных газов в воздухе не допускается.
ПОРЯДОК РАБОТЫ
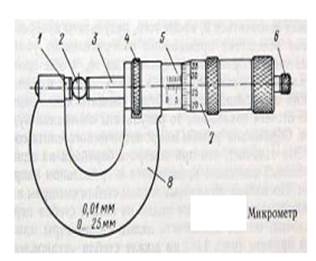 Рис 2
Рис 2
В микрометре между неподвижным упором / (пяткой) и подвижным шпинделем 3 (микрометрическим винтом) с небольшим осевым усилием зажимается измеряемый предмет 2, (рис3). Скоба 8 связывает упор с полым стеблем 5, в резьбовой втулке которого вращается микрометрический винт. На поверхности стебля 5 нанесены две штриховые шкалы с ценой деления 1 мм, смещенные одна относительно другой на 0,5 мм. Вокруг стебля вращается барабан 7 (гильза) с круговой шкалой, расположенной на его скосе. Этот барабан закреплен жестко на микрометрическом винте и вращается вместе с ним. Микрометрический винт может быть застопорен в любом положении, например при фиксации замера, посредством кольцевой гайки 4. В целях обеспечения постоянства измерительного давления микрометрический винт снабжен проскальзывающим храповым механизмом (трещоткой).
При измерении, вращая барабан, устанавливают шпиндель на близкий к измеряемому размеру. Объект измерения удерживается между пяткой и микрометрическим винтом. Теперь шпиндель осторожно доводят до соприкосновения с измеряемой поверхностью вращением винта трещотки 6 до проскальзывания храповой муфты. Поджим шпинделя при контакте с измеряемой деталью нельзя производить вращением гильзы барабана от руки, так как микрометрический винт может испортиться и, кроме того, результаты измерения будут неточными вследствие превышения измерительного усилия. Необходимо также обращать внимание и на то, чтобы проверяемая деталь плотно и правильно лежала между пяткой и торцом измерительного шпинделя; если она будет смещаться или перекосится во время отсчета показаний, то результаты измерения будут ошибочными. Обычно шаг резьбы микрометрического винта составляет 0,5 мм. Это означает, что при повороте барабана на один оборот измерительный шпиндель продвинется в продольном направлении на 0,5 мм. Поскольку штриховые шкалы стебля смещены на 0,5 мм, то последнее деление, которое видно на шкале стебля перед обрезом барабана, может обозначать целые миллиметры или 0,5 мм.
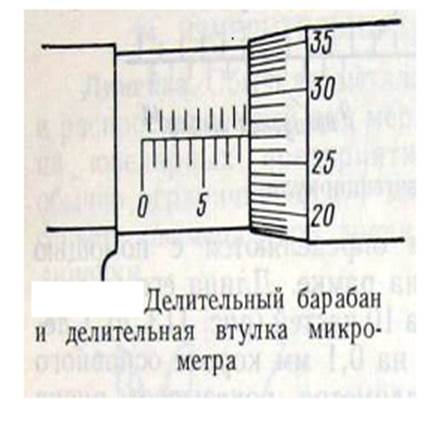
Рис 3
В нашем примере (рис. 3) на шкале стебля установлен размер 8,5 мм. Круговая шкала барабана поделена на 50 частей, которые соответствуют 0,01 мм. Если барабан повернется дальше на одно деление, то шпиндель продвинется продольно на 0,01 мм. В приведенном примере нониус барабана стоит на делении 27/100 = 0,27 мм, совпадающим с горизонтальным указательным штрихом шкалы стебля. Общий размер замеряемого изделия, таким образом, будет равен: 8,5 мм + 0,27 мм = 8,77 мм.
Штангенциркуль ШЦ-I:
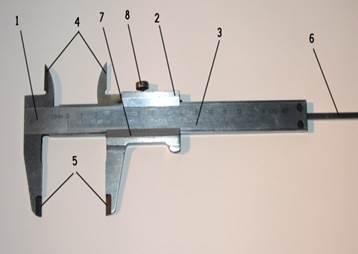 Рис 4
Рис 4
НАЗНАЧЕНИЕ:
Предназначен для измерения наружных и линейных размеров (рис 4).
ПОРЯДОК РАБОТЫ
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра.
На примере штангенциркуля ШЦ-I:
1. штанга;
2. подвижная рамка;
3. шкала штанги;
4. губки для внутренних измерений;
5. губки для наружных измерений;
6. линейка глубиномера;
7. нониус;
8. винт для зажима рамки.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса (рис 5):
читают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
читают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и умножают его порядковый номер на цену деления (0,1 мм) нониуса.
подсчитывают полную величину показания штангенциркуля, для этого складывают число целых миллиметров и долей миллиметра.
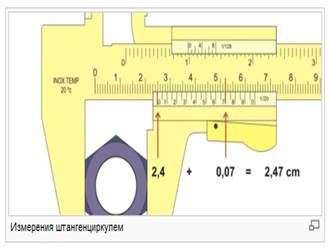 Рис. 5
Рис. 5