Урок№70
Г.
Предмет: «Слесарное дело».
Преподаватель: Балунов А.С.
Тема «Методы измерения метрических резьб»
1. Составить краткий конспект.
Одна и та же физическая величина может быть измерена различными способами. Различают прямые и косвенные, абсолютные и относительные виды измерения.
При прямом измерении искомое значение величины находят непосредственно из опытных данных. Например, измерение диаметра вала штангенциркулем или микрометром, температуры - термометром и т.д.
При косвенном измерении искомое значение величины находят на основании известной зависимости между этой величиной и другими величинами, подвергаемыми прямым измерениям. Косвенное измерение применяется в первую очередь тогда, когда прямое измерение выполнить сложно или невозможно. Например, определение конусности по величине диаметров в двух сечениях и расстоянию между этими сечениями, диаметра вала большого размера по длине окружности, зазора в размерной цепи посредством измерения действительных значений составляющих размеров и т.д.
Измерение, на основе которого устанавливается, в каком из заранее установленных интервалов лежит размер проверяемой физической величины, называется контролем. При этом не обязательно находить численное значение величины. Результатом контроля является заключение о том, к какой размерной группе относится численное значение проверяемой величины.
Для контроля резьбы применяют два метода - комплексный и дифференцированный.
Если допуск на средний диаметр резьбы является суммарным и предназначен для компенсации отклонения среднего диаметра fd2, отклонений угла fα и отклонений шага f р, то применяют комплексный метод контроля. Метод заключается в определении положения действительного контура относительно предельных контуров при помощи рабочих проходных (ПР) и непроходных (НЕ) предельных калибров, либо с помощью проекторов и шаблонов с предельными контурами. Этот метод получил наибольшее распространение в промышленной практике.
Если допуск на каждый элемент назначают раздельно, то применяют дифференцированный метод. При этом методе отдельно проверяют собственно средний диаметр, наружный и внутренние диаметры, шаг и половину угла профиля резьбы. Заключение о годности резьбы делают по каждому элементу отдельно. Метод сложен и трудоемок, поэтому используется для контроля точных резьб: ходовых винтов, резьбовых калибров-пробок и калибров-колец, резьбообразующих инструментов и т.п.
В данной лабораторной работе рассмотрим дифференцированный контроль двух основных параметров резьбы ПР и НЕ сторон калибров-пробок – наружного- диаметра с помощью гладкого микрометра и собственно среднего диаметра методом трех проволочек. Это один из наиболее точных и широко распространенных методов измерения среднего диаметра резьбы. Метод трех проволочек - косвенный метод измерений.
2.4 Измерение наружного диаметра резьбы микрометром
Микрометрические инструменты имеют два отсчетных устройства. Первое отсчетное устройство состоит из шкалы с ценой деления 0,5 мм, нанесенной на стебле 1 (рис. 2), и указателя которым является торец барабана 2.
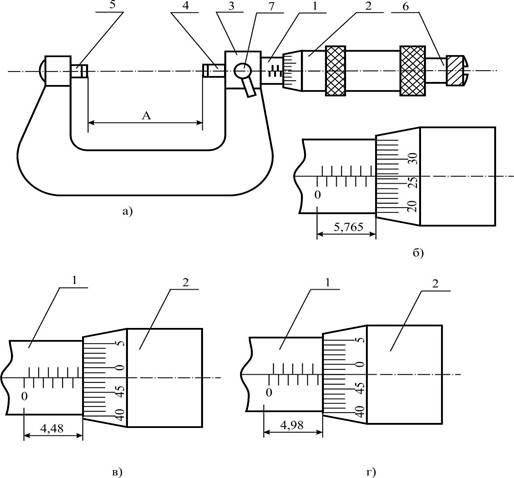
Рисунок 2 – Микрометр гладкий
Второе отсчетное устройство состоит из шкалы с ценой деления 0,01 мм, нанесенной на конусной поверхности барабана 2, и указателя в виде продольного штриха, нанесенного на стебле 1.
Шаг микровинта P=0,5 мм, следовательно, одному обороту микровинта и жестко скрепленного с ним барабана соответствует линейное перемещение торца барабана на одно деление, равное 0,5 мм.
Круговая шкала барабана имеет число делений n=50, следовательно, поворот барабана с микровинтом на одно деление относительно продольного штриха стебля 1 будет соответствовать C= P/n = 0,5/50 = 0,01 мм.
Для определения размера А (рис. 2а) проверяемой детали производят отсчет по двум отсчетным устройствам и суммируют их. Пример отсчета показан на рис.2б. Отсчет по микрометру будет равен A = 5,5 +0,265 = 5,765 мм
(третий десятичный знак взят на глаз).
При измерении микрометром необходимо следить внимательно за правильностью отсчета. На рис.2в, рис.2гприведены характерные случаи положения барабана, при которых часто делают ошибки.
На рис.2врасстояние между измерительными контактами равно 5,48 мм. Здесь, несмотря на то, что штрих, указывающий 5,5 мм выходит из под среза барабана, определяемый размер меньше 5,5 мм на 0,02 мм (нуль не дошел не два деления до продольной черты на стебле). Это объясняется тем, что сам штрих барабана имеет толщину порядка 0,2 мм. На рис. 2г штрих полумиллиметровой шкалы, находящийся между штрихами 4 и 5 миллиметровой шкалы, полностью вышел из под среза барабана. Следовательно, измеренное расстояние в данном случае будет 4,5 мм по основной шкале плюс 0,48 мм по круговой шкале, т.е. 4,98 мм.
Перед каждым измерением микрометр необходимо проверить, так как в результате износа контактов или забоин на них может случиться, что при их соединении нулевой штрих барабана не будет совпадать с нулевым штрихом основной шкалы, находящейся на стебле. В этом случае имеющуюся погрешность необходимо учесть в окончательном результате с обратным знаком, т.е. если имеет отклонение в минус, то величину погрешности нужно прибавить к показанию микрометра, а если в плюс, то отнять. У микрометров с пределом измерения больше 25 мм проверка правильности установки производится по прилагаемому эталону.
После проверки микрометра измеряемую деталь путем вращения микровинта 4 при помощи трещотки 6 зажимают между измерительными поверхностями микровинта 4 и 5 и производят отсчет. При измерении детали необходимо следить за тем, чтобы винт 7 был бы отстопорен.
Деталь считается годной по наружному диаметру, если выполняется условие: dmin £ dизм £ dmax,
где dизм – действительное (измеренное) значение наружного диаметра;
+ dmin, dmax – соответственно наименьшее и наибольшее предельно
допустимые значения наружного диаметра.