25.10.2021
Предмет: «Слесарное дело».
Урок№27
Тема: «Сверление, зенкерование и развертывание отверстий».
Цель: изучить содержание темы.
Сверление является одним из самых распространенных методов получения отверстий с помощью резания. Режущим инструментом является сверло.
Сверление выполняется на сверлильных станках и вручную — ручными дрелями и механизированным инструментом — электрическими и пневматическими сверлильными машинами. В последние годы сверление отверстий производится также электроискровым и ультразвуковым методами на специальных станках.
При сверлении обрабатываемая деталь закрепляется на столе сверлильного станка прихватами, в тисках или иным образом. Сверлу сообщаются два совместных движения — вращательное, называемое главным (рабочим) движением, и поступательное (направленное по оси сверла), называемое движением подачи.
Для сверления отверстий применяют спиральные сверла. Такое сверло (рис. 4.13) состоит из двух главных частей: рабочей части и хвостовика, которым сверло закрепляют в шпинделе станка. Хвостовики бывают коническими и цилиндрическими. Сверло с цилиндрическим хвостовиком закрепляется в специальных патронах.
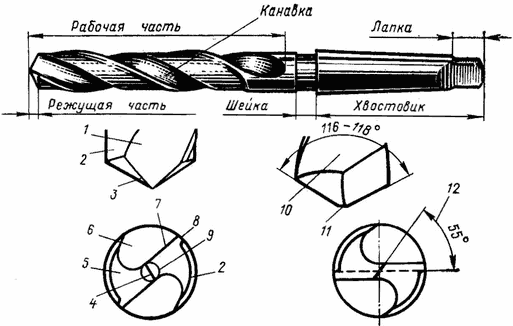
Рис. 4.13. Элементы спирального сверла.
1 — передняя поверхность: 2 — спинка зуба; 3 — задняя поверхность; 4 — поперечная кромка; 5 — зуб; 6 — канавка; 7 — режущая кромка; 8 — ленточка; 9 — сердцевина; 10 — угол при вершине; 11 — лезвие перемычки; 12 — утоп наклона поперечной кромки.
Рабочая часть сверла состоит из цилиндрической и режущей частей. На цилиндрической части имеются две винтовые канавки специального профиля, обеспечивающего правильное образование режущих кромок и достаточное пространство для прохождения стружки. Две узкие полоски, расположенные вдоль винтовых канавок и называемые ленточками, служат для уменьшения трения сверла о стенки отверстия, направляют сверло в отверстие и препятствуют уводу сверла в сторону. Для уменьшения трения служит и обратный конус рабочей части сверла, так как диаметр сверла у режущей части больше диаметра у хвостовика (конус 0,03—0,1 мм на 100 мм длины).
Большое значение имеет угол при вершине сверла (между режущими кромками), так как от него зависит правильная работа сверла и его производительность. Для стали он составляет 116—118°, для алюминиево-магниевых сплавов — 115—120°.
На стойкость сверла (время между двумя переточками) влияют свойства обрабатываемого материала, материал сверла, углы заточки и форма режущих кромок, скорость резания, сечение стружки (величина подачи) и охлаждение.
В процессе резания при сверлении выделяется большое количество тепла, что может привести к отпуску, т. е. уменьшению твердости режущей части. Поэтому для повышения стойкости сверла применяются специальные смазочно-охлаждающие жидкости (мыльная и содовая вода, масляные эмульсии и т. д.). Они не только охлаждают сверло, деталь и стружку, но и значительно уменьшают трение, тем самым облегчая процесс резания.
Для сверления некоторых материалов (твердая сталь, чугун, стекло и др.) применяют сверла с пластинками из твердых сплавов, что позволяет резко повысить производительность труда.
Затупившееся сверло в процессе работы издает характерный скрипящий звук. Такое сверло необходимо направить в переточку. Заточка сверл должна выполняться специалистами-заточниками в инструментальных кладовых или мастерских.
Зенкованием называется обработка входной или выходной части отверстия с целью снятия фасок, заусенцев, а также образования углублений под головки болтов, винтов и заклепок. Для этой цели применяются конические и цилиндрические (по форме режущей части) зенковки. Зенкование выполняется на сверлильных станках и при помощи электрических или пневматических машинок. Крепление зенковок аналогично креплению сверл.
Развертывание является операцией чистовой обработки отверстий, обеспечивающей высокую точность размеров и чистоту поверхности. Эта операция выполняется с помощью инструмента, называемого разверткой. Развертывание отверстий производится на сверлильных станках специальными машинными развертками (с короткой режущей частью) и вручную. При ручной развертке инструмент вращается с помощью воротка, который надевается на квадратный конец хвостовика развертки. Отверстия под развертку сверлят с припуском по диаметру не более 0,2—0,3 мм на черновую развертку и не более 0,05—0,1 мм на чистовую. Развертку предварительно смазывают и вводят в отверстие таким образом, чтобы ее ось совпала с осью отверстия.