Конструктивные элементы и размеры сварных соединений зависят от типа соединения, толщины свариваемого металла, способа и режима сварки.
Стыковой сварной шов с разделкой кромок характеризуется формой разделки. В тех участках, где стыкуемые кромки имеют разную толщину, толщиной сварного шва будет меньшая из толщин. Наплавленный металл, выступающий над поверхностью свариваемых деталей, называется выпуклостью шва.
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (рис. 2.30). Избыточная выпуклость является фактором, уменьшающим эксплуатационную прочность сварного шва.
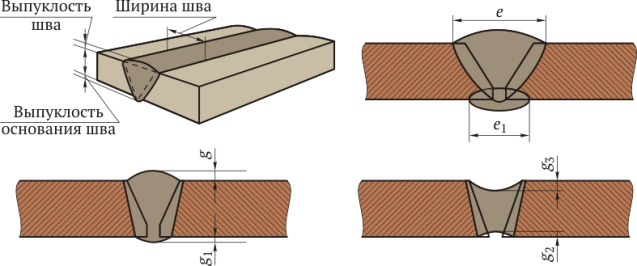 Рис. 2.30.Конструктивные элементы стыкового сварного шва:
Рис. 2.30.Конструктивные элементы стыкового сварного шва:
е, е 1 — ширина шва; g, g 1 — выпуклость шва; g 2, g 3 — вогнутость шва
Вогнутость углового и стыкового сварного шва или корня шва стыкового соединения приведет к уменьшению высоты шва и получению шва с уменьшенным сечением. Вогнутость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом, и поверхностью шва, измеренным в месте наибольшей вогнутости (рис. 2.31).
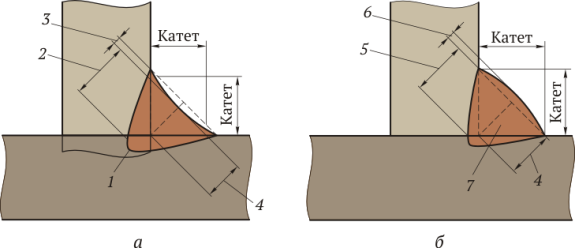 Рис. 2.31.Конструктивные элементы вогнутого (а) и выпуклого (б) угловых швов:
Рис. 2.31.Конструктивные элементы вогнутого (а) и выпуклого (б) угловых швов:
1 — основание шва; 2 — теоретическая высота углового шва; 3 — вогнутость; 4 — высота встроенного прямоугольного треугольника; 5 — толщина углового шва; 6 — выпуклость; 7 — наибольший встроенный во внешнюю часть шва прямоугольный треугольник
Ширина стыкового сварного шва не должна превышать допустимые пределы, указанные в соответствующих ГОСТах. Ширина шва ориентировочно на 6 мм шире разделки с лицевой стороны соединения.
Размеры угловых швов обычно задаются через катет углового шва.
Катет углового шва — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 2.31).
При сварке с глубоким проплавлением размер угловых швов определяют через расчетную высоту углового шва.
Расчетная высота углового шва — это длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника (см. рис. 2.31).
В некоторых случаях за основу параметров углового шва принимают толщину углового шва.
Толщина углового шва — это наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла (рис. 2.32).
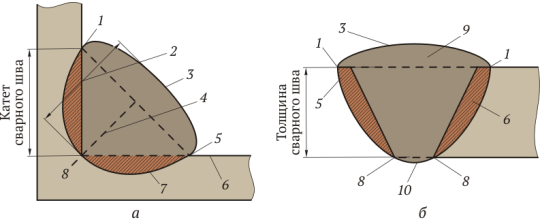 Рис. 2.32.Конструктивные элементы углового (а) и стыкового (б) сварных швов:
Рис. 2.32.Конструктивные элементы углового (а) и стыкового (б) сварных швов:
1 и 5 — граница наружной поверхности шва; 2 — фактическая толщина шва; 3 — лицевая поверхность; 4 — теоретическая толщина шва; 6 — исходная поверхность; 7 — провар (проплавление); 8 — корень; 9 — усиление; 10 — провар корня шва
В стыковых соединениях основными критериями являются высота шва и провар.
Провар — это сплошная металлическая связь между свариваемыми поверхностями основного металла, слоями и валиками сварного шва.
Корень шва — это часть сварного шва, наиболее удаленная от его лицевой поверхности.
При большой толщине свариваемого металла для улучшения провара применяют скос кромок.
Скос кромки — это прямолинейный наклонный срез кромки, подлежащей сварке (рис. 2.33).
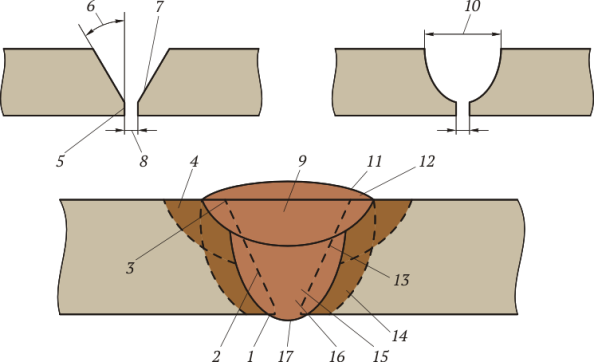 Рис. 2.33.Конструктивные элементы стыкового шва:
Рис. 2.33.Конструктивные элементы стыкового шва:
1 — основание шва; 2 и 3 — зоны сплавления соответственно 1-го и 2-го слоя; 4 — зона термического влияния при сварке 2-го слоя; 5 — притупление кромки; 6 — угол скоса кромки; 7 — скос кромки; 8 — зазор сварного шва; 9 — 2-й слой; 10 — ширина разделки; 11 — наружная поверхность шва; 12 — выпуклость стыкового шва; 13 — начало зоны сплавления; 14 — зона термического влияния при сварке 1-го слоя; 15 — 1-й слой; 16 — провар основания шва; 17 — выпуклость основного шва
Наклон среза кромки определяется углом скоса кромки.
Угол скоса кромки — это острый угол между плоскостью скоса кромки и плоскостью торца.
Для уменьшения вероятности прожога корня шва применяют разделку с притуплением кромки.
Притупление кромки — это нескошенная часть торца кромки, подлежащей сварке (см. рис. 2.33).
Для улучшения провара корня шва сборку свариваемых деталей производят с зазором.
Зазор — это кратчайшее расстояние между кромками собранных для сварки деталей.
2.4Условные изображения и обозначения швов сварных соединений
Документ ЕСКД ГОСТ 2.312—72 устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве.
По ГОСТ 2.312—72 швы сварных соединений, независимо от способа сварки, условно изображают:
§ видимый — сплошной основной линией;
§ невидимый — штриховой линией;
§ видимую одиночную сварную точку независимо от способа сварки — знаком «+», который выполняют сплошными линиями;
§ невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводится линия-выноска, заканчивающаяся односторонней стрелкой. Линия-выноска обычно проводится от видимого шва, при необходимости — от невидимой стороны шва.
На изображениях сечения многопроходного шва контуры отдельных проходов обозначаются прописными буквами русского алфавита. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображается с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу. Границы шва на чертежах изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями.
Условное обозначение шва наносят:
§ на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
§ под полкой линии-выноски, проведенной от изображения шва с оборотной стороны.
Обозначения шероховатости механически обработанной поверхности шва наносятся на полке или под полкой линии-выноски после условного обозначения шва, или указываются в таблице швов, или приводятся в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов…». Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение обычно помещается под линией-выноской.
При наличии на чертеже одинаковых швов обозначение может наноситься у одного из изображений, от изображений остальных одинаковых швов проводятся линии-выноски с полками.
Всем одинаковым швам присваивают одинаковый номер, который наносят:
§ на линии-выноске, имеющей полку с нанесенным обозначением шва;
§ на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны;
§ под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны.
Число одинаковых швов может быть указано на линии-выноске, имеющей полку с нанесенным обозначением шва.
Швы считают одинаковыми, если:
§ одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
§ к различным характеристикам разных швов предъявляются одни и те же требования.
Если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной), то нумерация одинаковых швов может отсутствовать.
Швы, не имеющие обозначения, отмечают линиями-выносками без полок.
Структура условного обозначения стандартного шва или стандартной одиночной сварной точки показана на рис. 2.34, нестандартного шва или нестандартной одиночной сварной точки — на рис. 2.35.
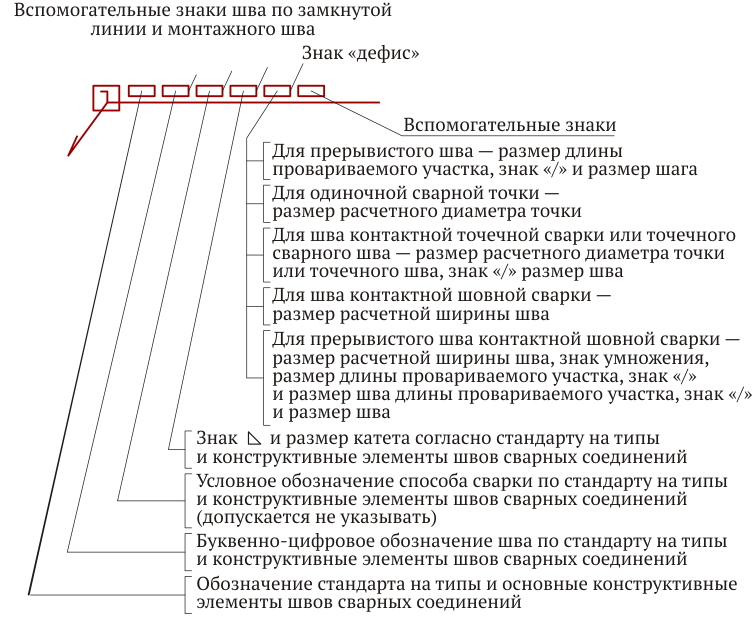
Рис. 2.34.Структура условного обозначения стандартного шва или стандартной одиночной сварной точки
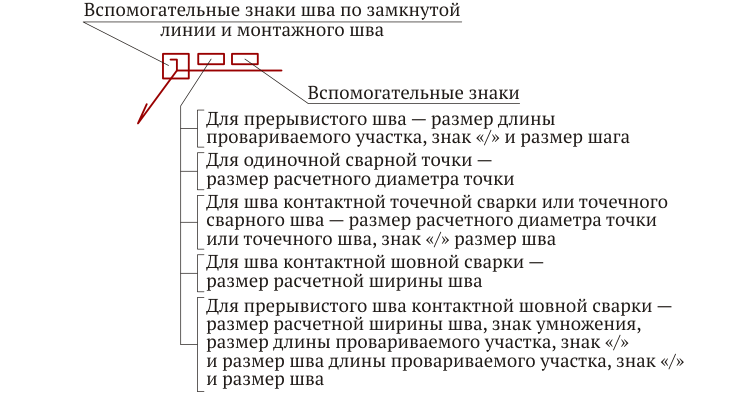
Рис. 2.35.Структура условного обозначения нестандартного шва
или нестандартной одиночной сварной точки
Контрольные вопросы
1. Какое сварное соединение называется стыковым?
2. Чем отличается стыковое соединение от нахлесточного?
3. Какое сварное соединение называется тавровым?
4. Чем отличается угловое соединение от торцевого?
5. Что такое сварной шов?
6. Какие разновидности сварных швов существуют?
7. К каким соединениям применим угловой шов?
8. Как подразделяются сварные швы по положению в пространстве?
9. Как подразделяются сварные швы по отношению к направлению действующих усилий?
10. Как классифицируются сварные швы по форме наружной поверхности?
11. Какими буквами обозначаются основные виды сварных соединений?
12. Какие конструктивные элементы характеризуют форму разделки кромок?
13. Какие формы разделки кромок вы знаете?
14. Какую роль выполняет зазор при сборке под сварку?
15. Что такое притупление кромок и для чего оно делается?