(см. табл.22):
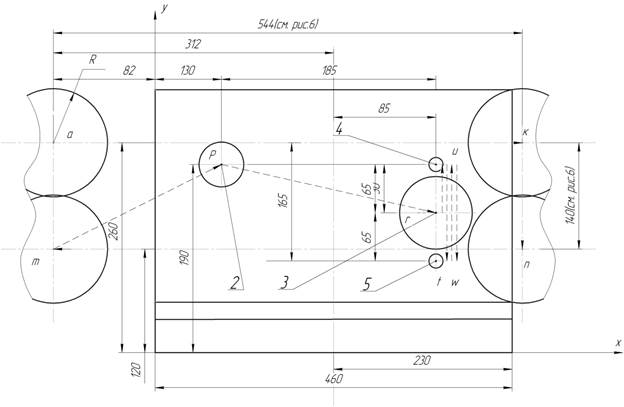
1. Перемещение стола с деталью по оси Z на 340 мм, = 140 (координата R точки а) + +200, по оси Х на 472 мм = 312 + 160 мм (рис.8), после чего ось инструмента совмещается с т.а.; затем осуществляется позиционирование инструмента по оси Z.
2. Фрезерование плоскости 1.
3. Отвод стола по оси Z.
4. Смена инструмента Т01 на Т02.
|
5. Перемещение стола с деталью и шпиндельной бабки из m в точку Р (по оси Х на 82 + 130 = 212 мм, по оси y на 190 – 120 = 70 мм).
Величины перемещений равны разнице координат из геометрического плана и расчетно-технологической карты.
6. Подвод стола по оси Z.
7. Обработка отверстий 2.
8. Отвод инструмента по оси Z.
9. Смена инструмента Т02 на Т03.
10. Подвод стола по оси Z.
11. Обработка отверстия 2.
12. Отвод инструмента по оси Z.
13. Смена инструмента Т03 на Т04.
14. Подвод стола по оси Z.
15. Обработка отверстия 2.
16. Отвод инструмента по оси Z.
17. Смена инструмента Т04 и Т05.
18. Перемещение стола с деталью и шпиндельной бабки из точки Р в точку r (по оси Х на 185 мм, по оси y на 30 мм).
19. Подвод стола по оси Z.
20. Обработка отверстия 3.
21. Отвод инструмента по оси Z.
22. Смена инструмента Т05 на Т06.
23. Подвод стола по оси Z.
24. Обработка отверстия 3.
25. Отвод инструмента по оси Z.
26. Смена инструмента Т06 на Т07.
27. Перемещение в точку S (по оси y на 65 мм).
28. Отвод инструмента по оси Z.
29. Обработка отверстия 4.
30. Отвод стола по оси Z.
31. Перемещение шпиндельной бабки в точку t (по оси y на 130 мм).
32. Обработка отверстия 5.
33. Отвод инструмента по оси Z.
34. Смена инструмента Т07 на Т08.
35. Подвод стола с деталью по оси Z.
36. Обработка отверстия 5.
37. Отвод инструмента по оси Z.
38. Перемещение шпиндельной бабки в точку u (по оси y на 130 мм).
39. Подвод стола с деталью по оси Z.
40. Обработка отверстия 4.
41. Отвод инструмента по оси Z.
42. Смена инструмента Т08 на Т09.
43. Подвод стола с деталью по оси Z.
44. Обработка отверстия 4.
45. Отвод инструмента по оси Z.
46. Перемещение шпиндельной бабки в точку w (по оси y на 130 мм).
47. Подвод стола с деталью по оси Z.
48. Обработка отверстия 5.
49. Отвод инструмента по оси Z.
50. Смена инструмента Т09 на Т01.
51. Возврат стола с деталью в точку Оu (рис.6.), а шпиндельной бабки на координату по оси y, соответствующую точке а (по оси Х на 160 – 85 = 75; по оси y на 165 мм; по оси Z на 360 мм = 160 мм (координата R точки 5) + 200 мм.
Таким образом, суммарная учитываемая длина холостых перемещений по осям (длина холостых ходов lxx:
а) на перемещение из точки а в т. W
lxx1 = 212 + 18 + 65 + 130 + 130 + 130 = 852 мм,
б) на перемещение из исходной точки в точку а, и из точки w в исходную точку:
lxx2 = 472 + 360 = 832 мм.
Количество смен инструмента n = 9. Количество позиционирований при обработке отверстий Р = 6. Количество подводов и отводов по оси Z стола с деталью и инструмента к зоне резания (от зоны резания) m = 22.
При обработке отверстий для повышения точности позиционирования скорость холостых ходов рекомендуется принимать равной 630…1000 мм/мин, а при неточных перемещениях (lxx2 – максимально возможной). Принимаем Vxx1 = 800 мм/мин, а Vxx1 – 10000 (табл.10). Время позиционирования (см.табл.15) – 0,1 мин, время смены инструмента 0,4 мин; время подвода (отвода) стола и инструмента к зоне (из зоны) резания по оси Z - 0,08.
По формуле (1) величина машинного вспомогательного времени
tмв =
Суммарное вспомогательное время
tв = tу + tмв = 7,11 + 3,22 = 10,33 мин.
4.11.3. Определение времени на обслуживание рабочего места и перерывы (tобс.п.).
Время на обслуживание рабочего места берётся в процентах от оперативного.
Процент времени – 16% (см.табл.15).
tобс.п. = (to + tв)  = (9,93 + 10,33)
= (9,93 + 10,33) 
4.11.4. Определение штучного времени tш.
tш = (to + tв) (1 + 0,16) = 23,5 мин.
4.11.5. Определение подготовительно-заключительного времени.
Подготовительно-заключительное время [1, стр.35; 3] на приёмы, вошедшие в комплекс Tп.з.1 при настройке по боковой поверхности (по т.А, см. рис.5), установке краном – 14,5 мин.
Подготовительно-заключительное время на приёмы, не вошедшие в комплекс Tп.з.2 [1, стр.36; 3]
- на получение и сдачу наряда и технической документации – 2 мин;
- на осмотр заготовок – 1,5 мин;
- на получение и сдачу инструмента и приспособлений – 5 мин;
- на инструктаж мастера – 1 мин;
- на смену инструмента в ячейке инструментального магазина – 0,3 мин на один инструмент (всего 9).
Время на пробную обработку детали Tп.з.3 не включаем, т.к. станок ИР500МФ4 позволяет производить коррекцию инструмента после обработки первой детали. Указанное время включено во время для обслуживания рабочего места.
Подготовительно-заключительное время:
Tп.з. = Tп.з.1 + Tп.з.2 = 14,5 + 2 + 1,5 + 5 + 1 + 0,3  = 26,7 мин.
= 26,7 мин.
4.11.6. Определение штучно-калькуляционного времени Тш.к.
где n – размер партии,
или Тш.к. = 23,5 +  = 24,88 мин.
= 24,88 мин.
ЛИТЕРАТУРА
1. Матвеев А.И., Рагозин Г.И., Бурдо Г.Б. Проектирование операций механической обработки на многооперационных станках с ЧПУ: Методические указания к выполнению курсовых и дипломных проектов. – Калинин, Ротапринт КПИ, 1985.
2. Справочник технолога-машиностроителя /Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М: Машиностроение, 1985. Т.1, – 655 с.
3. Справочник технолога-машиностроителя /Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М: Машиностроение, 1985. Т.2, – 495 с.
4. Станки с программным управлением: справочник /Под ред. Г.А. Монахова. – М: Машиностроение, 1975. – 288 с.
5. Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. – М: Машиностроение, 1964. – 421 с.
6. Маталин А.А., Дашевский Т.Б., Княжицкий И.И. Многооперационные станки. – М: Машиностроение, 1974. – 320 с.