Для уменьшения внутренних напряжений и деформаций следует пользоваться следующими рекомендациями:
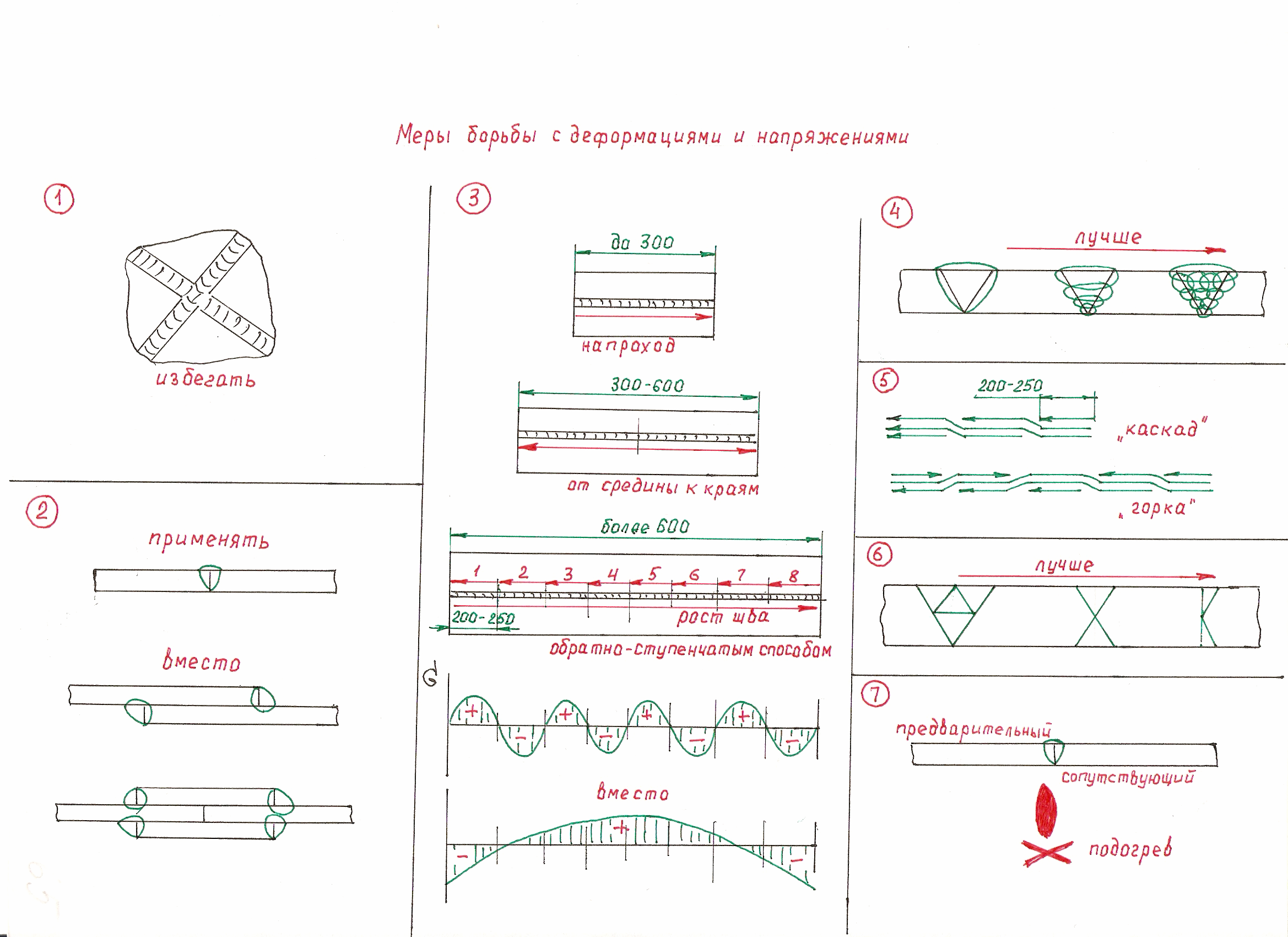
1.Избегать в сварных конструкциях скоплений и пересечений швов, так как в этих местах металл приходится многократно нагревать, что связано со структурными изменениями и здесь же происходит многократная усадка.
2. По возможности применять стыковые соединения, вместо нахлёсточных и тем более с накладками, так как происходит нагрев кромок для образования только одного шва, и усадка происходит так же от одного шва.
3. Сварку швов различной длины вести следующими способами:
— короткие швы до 300 мм сваривать на проход, от одного конца соединения к другому;
— швы средней длины от 300 до 600 мм следует сваривать от средины к краям;
— длинные швы, более 600 мм, следует сваривать обратно—ступенчатым способом. В этом случае шов делится на участки длиной 200—250 мм и более, из расчёта сварки участка одним или целым числом электродов.
Направление сварки участков должно быть ПРОТИВОПОЛОЖНО общему росту шва. В этом случае внутренние напряжения, возникающие на каждом участке, как бы компенсируют друг друга. Если же сварку участков вести на проход, т.е. направление их сварки совпадало бы с общим ростом шва, установлено, что в средней части соединения возникают значительные напряжения растяжения, а по концам — напряжения сжатия.
Если при наложении второго и последующего слоёв применяется блочный способ (как при кладке кирпичей), то границы участков следует сместить влево или вправо на 25—50 мм, чтобы проварить границы участков.
4. Применять многослойные, а лучше многопроходные швы. Это даст следующие результаты:
— меньше вносится тепла в место соединения с каждым слоем или проходом;
— меньшая величина усадки после каждого слоя или прохода, так как меньший объём металла расплавляется;
— при наложении каждого последующего слоя или прохода, предыдущий получает как бы термообработку (нормализацию), при которой снимаются внутренние напряжения, получается мелкозернистая структура шва, повышающая прочность.
5. При наложении многослойных или многопроходных швов использовать метод «каскада» или «горки». «Каскад» применяют при коротких швах, начиная его с края соединения. «Горку» применяют при швах средней длины и выполняют начиная со средины шва. Деформации и напряжения уменьшаются потому, что в этих методах заключён обратно—ступенчатый принцип сварки — сварка ведётся участками в направлении противоположном общему росту шва.
6. Использовать двусторонний скос кромок вместо одностороннего. Так, например, для стыкового соединения толщиной металла 20 мм можно применить V; X и K — образный скос кромок. Если рассмотреть площадь поперечного сечения скоса кромок, то для X — образного она будет в два раза, а для K— образного в четыре раза, МЕНЬШЕ, чем у V — образного скоса. Во столько же раз в место образования шва будет вносится меньше тепла и во столько же раз будет меньшая происходить его усадка. Кроме того, при двустороннем X и K — образном скосе, будет происходить и уравновешивание деформаций.
7. Использовать предварительный и сопутствующий во время сварки подогрев свариваемых частей, который необходимо применять при сварке сталей, не обладающих хорошей свариваемостью и склонных к закалке. При этом происходит более замедленное охлаждение соединения и меньшая вероятность закалки, последующих структурных изменений и внутренних напряжений.
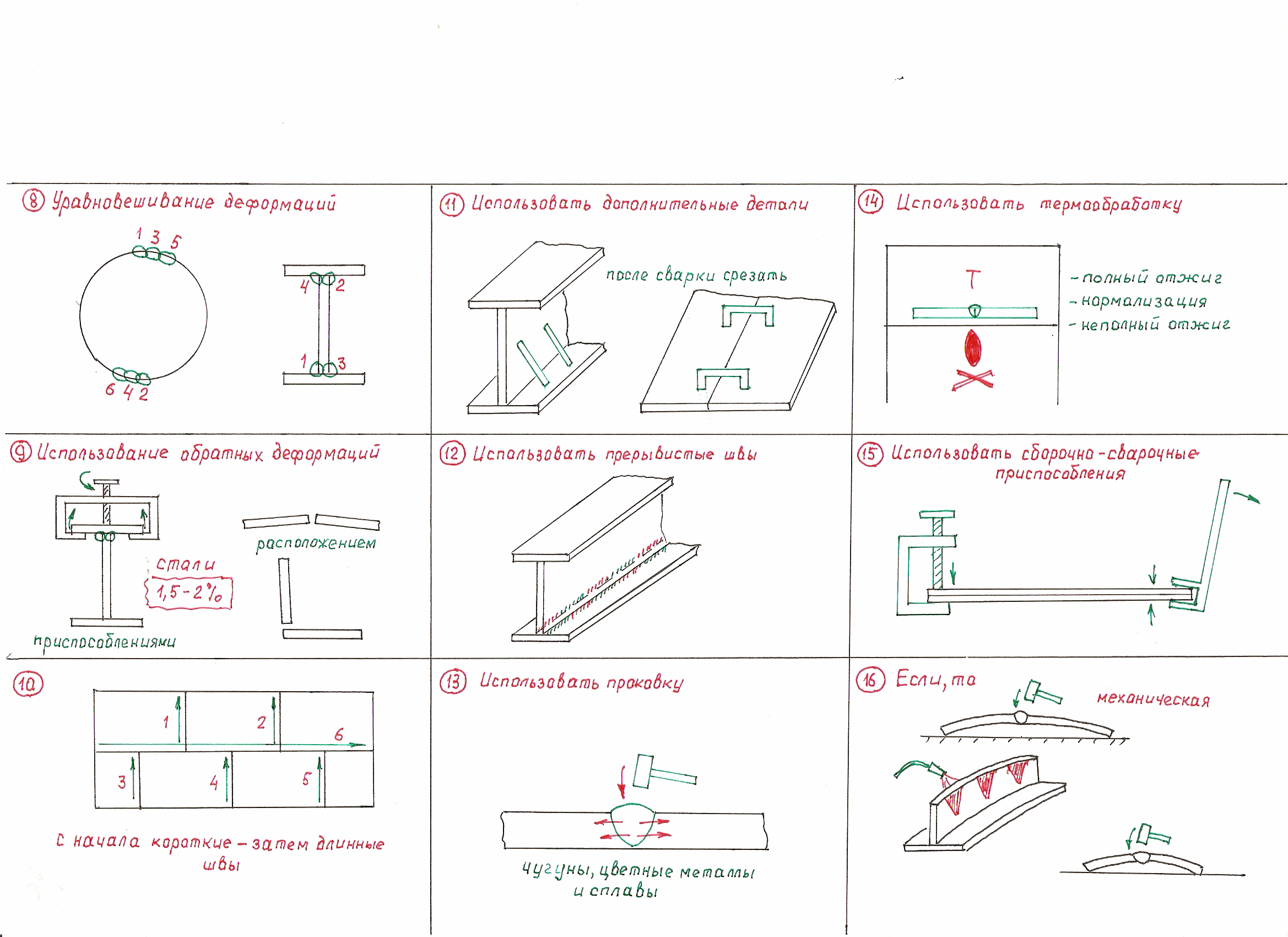
8. Использовать уравновешивание деформаций, суть которого заключается в том, что выбирается такой порядок наложения швов, чтобы деформация от наложения последующего шва, ликвидировала бы деформацию от предыдущего.
9. Использовать обратные деформации, суть которых заключается в том, что свариваемым частям искусственно придают деформацию обратную той, которая получится после сварки. Это можно осуществить расположением деталей перед сваркой или специальными приспособлениями.
10. При сварке листовых конструкций, изготавливаемых из отдельных листов, рекомендуется сваривать короткие швы, собирая с помощью их полотнища (картины), а затем длинные швы, собирая конструкцию в целом.
11. Использовать дополнительные детали в виде скоб или стержней (обрезков прутков, уголков, труб, и т.п.), которые перед сваркой основного шва следует приварить к соединяемым частям и которые будут препятствовать образующимся деформациям. После сварки эти детали удаляются. Поскольку дополнительные детали препятствуют возможным деформациям, внутренние напряжения могут привести к трещинам. Поэтому сварку следует вести электродами типа 342А, 346А, способствующими получению металла шва более пластичного и вязкого.
12. Использовать прерывистые швы, которые способствуют более равномерному прогреву шва по длине и меньшей усадке. При требовании к сплошности шва, свободные участки проварить следующим проходом.
13. Использовать проковку шва, в горячем состоянии, лёгкими ударами молотка со сферическим бойком. Это уменьшит деформацию и напряжения от усадки, особенно при сварке чугунов, цветных металлов и сплавов.
14. Использовать термообработку после сварки, которую производят в печах. Для сварных конструкций могут быть применены:
— полный отжиг (нагрев 1000—1200 град, и медленное охлаждение с печью), который даёт следующие результаты:
а) получение мелкозернистого строения не только шва, но и основного металла и повышение за счёт этого его механических свойств;
б) снижение твёрдости и улучшение механической обрабатываемости;
в) снятие внутренних напряжений в соединении и в целом в конструкции.
— нормализация, которая от полного отжига отличается тем, что охлаждение производится ускоренно на воздухе, а не в печи, как при полном отжиге и от этого несколько снижена пластичность.
— неполный отжиг (нагрев до 600—650 град, и медленное охлаждение).
Применяется для снятия только части внутренних напряжений.
15. Использовать сборочно—сварочные приспособления (струбцины, прижимы, клинья, кондукторы и т.п.), обеспечивающие жёсткое закрепление свариваемых частей и препятствующие деформациям. Но при этом следует сварку вести на больших токах и пользоваться электродами, дающими более пластичный металл шва (342А; 346А), иначе возможно образование трещин.
16. Если все же произошла деформация после сварки, следует использовать правку, которая может быть:
— механической или холодной, когда подогрева металла не производится. Для этого используются домкраты, прессы, молотки, кувалды, прилагая усилия или удары со стороны наибольшего выгиба, который нужно стремиться ликвидировать в обратном направлении.
— термической или горячей, суть которой заключается в том, что пламенем горелки нагреваются определённые места в конструкции, обычно выпуклые участки. При остывании этих мест возникают остаточные напряжения сжатия (растяжения), ликвидирующие деформацию.
— термомеханическая правка, которая заключается в том, что выпуклый участок нагревается, за счёт чего металл на нём становится более пластичным, а затем домкратом, прессом, молотком создаётся обратная деформация.
После любого вида правки рекомендуется произвести термообработку изделия для снятия внутренних напряжений.