Исходные данные и требования к решению задачи:
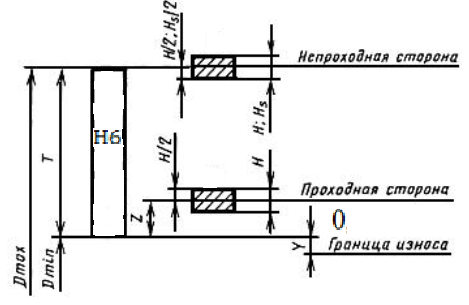
1. Для посадки 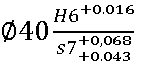 построить схему расположения полей допусков калибров для контроля деталей сопряжения.
построить схему расположения полей допусков калибров для контроля деталей сопряжения.
2. Определить предельные и исполнительные размеры рабочих и контрольных калибров.
3. Выполнить рабочие чертежи предельных калибров для контроля деталей принятого соединения.
Решение задачи
Выбрано соединение  . По ГОСТ 25347-82 находим предельные отклонения и устанавливаем предельные размеры контролируемых изделий:
. По ГОСТ 25347-82 находим предельные отклонения и устанавливаем предельные размеры контролируемых изделий:

По ГОСТ 24853-81устанавливаем допуски и предельные отклонения калибров и контркалибров и заносим в таблицу:
| Деталь | Калибр-пробка | Калибр-скоба | Контрольный калибр | ||||
| Параметры, мкм | |||||||
| Z | Y | H | Z1 | Y1 | H1 | Hp | |
Отверстие  40H6 40H6
| 2,5 | 2,5 | |||||
| Вал 40s7
| 3,5 | 1,5 | |||||
| Допуск изделия | IT2=3 | IT2=3 | IT1=1.5 |
IT – допуск изделия
H и H1 – допуски на изготовление калибров для отверстия и вала
Hp – допуск на изготовление контрольного калибра для скобы
Z и Z1 – отклонение середины поля допуска на изготовление проходного калибра для отверстия и вала относительно соответственно наименьшего и наибольшего предельных размеров изделия
Y и Y1 – допустимый выход размера изношенного проходного калибра для отверстия и вала за границу поля допуска изделия
· Определяем предельные и исполнительные размеры рабочих калибров.
1) Калибр-пробка.
Наибольший размер проходного нового калибра-пробки.
 40+0.0025+0.0025/2=40.00375 мм
40+0.0025+0.0025/2=40.00375 мм
Размер калибра ПР, проставляемый на чертеже  мм. Исполнительный размеры: наибольший 40.00375 мм, наименьший 40.00125 мм. Наименьший размер изношенного проходного калибра-пробки.
мм. Исполнительный размеры: наибольший 40.00375 мм, наименьший 40.00125 мм. Наименьший размер изношенного проходного калибра-пробки.
 40.00125-0.002=39.99525 мм
40.00125-0.002=39.99525 мм
Если калибр ПР имеет указанный размер, его нужно изъять из эксплуатации
Наибольший размер непроходного нового калибра-пробки
 = 40.016 + 0.0025/2 = 40,01725 мм
= 40.016 + 0.0025/2 = 40,01725 мм
Размер калибра НЕ, проставляемый на чертеже:  мм. Исполнительные размеры: наибольший 40.01725 мм, наименьший 40.01475 мм
мм. Исполнительные размеры: наибольший 40.01725 мм, наименьший 40.01475 мм
2) Калибр-скоба.
Наименьший размер проходного нового калибра-скобы
 мм
мм
Размер калибра, проставляемый на чертеже: 
Исполнительные размеры: наименьший 40.0625 мм, наибольший 40.0665 мм. Наибольший размер изношенного проходного калибра-скобы
t wx:val="Cambria Math"/><w:i/><w:sz w:val="28"/><w:sz-cs w:val="28"/><w:lang w:val="EN-US"/></w:rPr><m:t>Y1</m:t></m:r><m:r><w:rPr><w:rFonts w:ascii="Cambria Math" w:h-ansi="Cambria Math"/><wx:font wx:val="Cambria Math"/><w:i/><w:sz w:val="28"/><w:sz-cs w:val="28"/></w:rPr><m:t>=40.068+0.003=40.071 РјРј</m:t></m:r></m:oMath></m:oMathPara></w:p><w:sectPr wsp:rsidR="00000000" wsp:rsidRPr="002C2D19"><w:pgSz w:w="12240" w:h="15840"/><w:pgMar w:top="1134" w:right="850" w:bottom="1134" w:left="1701" w:header="720" w:footer="720" w:gutter="0"/><w:cols w:space="720"/></w:sectPr></wx:sect></w:body></w:wordDocument>"> 
Наименьший размер непроходного нового калибра-скобы (исполнительный)
 =40.043-0.004/2= 40.041 мм
=40.043-0.004/2= 40.041 мм
Размер калибра НЕ, проставляемый на чертеже  мм.
мм.
Исполнительные размеры: наименьший 40.041 мм, наибольший 40.045 мм
3) Контрольный калибр.
Размеры контрольных калибров
 =40.068-0.0035+0.0015/2= 40,06525 мм
=40.068-0.0035+0.0015/2= 40,06525 мм
(размер калибра К-ПР, проставляемый на чертеже  )
)
Наибольший 40.06525 мм, наименьший 40.06375 мм
 =40.043+0.0015/2 = 40.04375 мм
=40.043+0.0015/2 = 40.04375 мм
(размер калибра К-НЕ, проставляемый на чертеже  )
)
Наибольший 40.04375 мм, наименьший 40.04225 мм
 =40.068 +
=40.068 +  +0.0015/2 = 40.07175 мм
+0.0015/2 = 40.07175 мм
(размер калибра К-И, проставляемый на чертеже  )
)
Наибольший  мм, наименьший 40.07025 мм
мм, наименьший 40.07025 мм
· Предельные и исполнительные размеры калибров
| Предельные размеры, мм | Исполнительные размеры, мм | ||
| Калибр-пробка | ПР | dmax=40.00375 dmin= 40.00125 dизн= 39.99525 |
|
| НЕ | dmax=40,01725 dmin= 40.01475 |
| |
| Калибр-скоба | ПР | Dmin=  Dmax=40.0665 Dизн=
Dmax=40.0665 Dизн= 
| 
|
| НЕ | Dmin=40.041 Dmax=40.045 |
| |
| Контур-калибры | К-ПР | dmax=40.06525 dmin=40.06375 | 
|
| К-НЕ | dmax=40.04375 dmin=40.04225 | 
| |
| К-И | dmax=
dmin=40.07025
| 
|
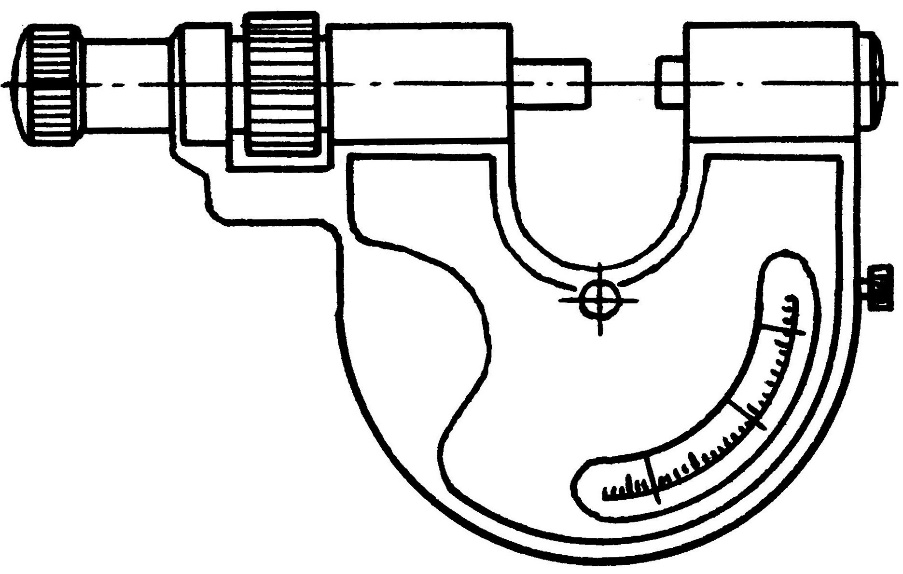
Выбор универсальных средств измерения для контроля сопряжения.
Условие пригодности средств измерения – предельная погрешность средств измерения соотносится с допускаемой погрешностью измерения следующим образом:  . Это объясняется тем, что допускаемая погрешность измерения включает в себя все составляющие, зависящие от измерительных средств, установочных мер, температурных деформаций, базирования и т.д. В результате по ГОСТ 8.051-81 определяем требуемые величины и назначаем универсальные средства измерения.
. Это объясняется тем, что допускаемая погрешность измерения включает в себя все составляющие, зависящие от измерительных средств, установочных мер, температурных деформаций, базирования и т.д. В результате по ГОСТ 8.051-81 определяем требуемые величины и назначаем универсальные средства измерения.
Универсальные измерительные средства для контроля деталей сопряжений
| Деталь | Допускаемая погрешность измерения, мкм | Допускаемая погрешность средств измерения, мкм | Наименование СИ |
| Отверстие 40H6
| 3,5 | Нутромер с ценой деления 0.002 мм | |
| Вал 40s7
| 4,9 | Скоба рычажная с ценой деления (0,002-0,005 мм) |
Схема будет выглядеть так:
 Для отверстия
Для отверстия
Для вала s7
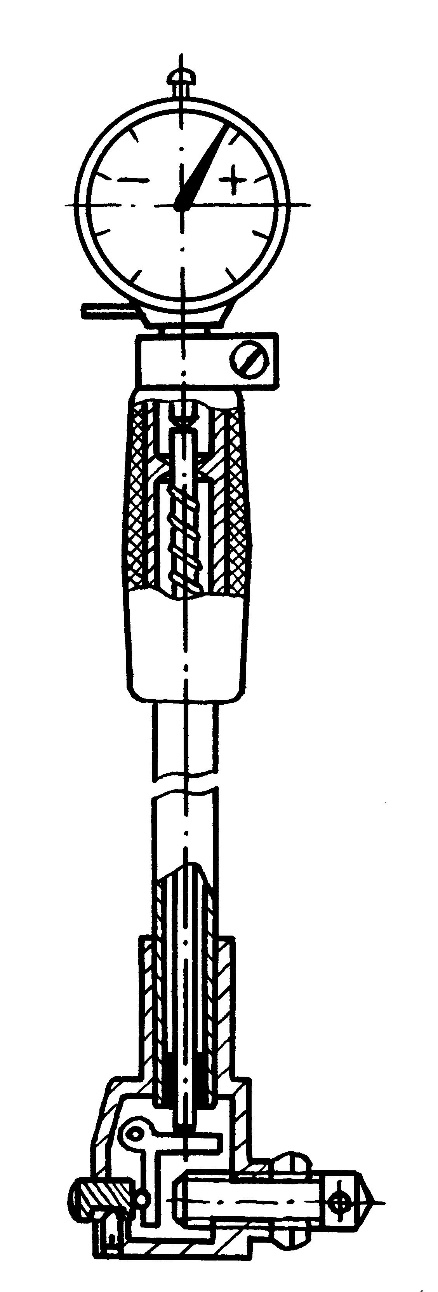 Схема нутромера и рычажной скобы.
Схема нутромера и рычажной скобы.