1. Ремонт корпусов электродвигателя.
2. Ремонт подшипниковых щитов электродвигателя.
1. Наиболее распространенные дефекты:
- Отлом лапы
- Износ и срыв резьбы отверстия
- Износ посадочных мест под щиты
- Трещины
Исправление посадочных отверстий в чугунных корпусах и щитах. Задиры и вмятины исправляют зашлифовкой, если общая площадь не превышает 4% от посадочной поверхности под подшипник и 15% от посадочной поверхности замков. Зашлифовку производят бархатным напильником или шлифовальной шкуркой, слегка смоченной в машинном масле. При больших повреждениях исправления производят наплавкой металла, запрессовкой втулки, нанесения герметика и другими методами.
Перед наплавкой детали нагревают в печи до 300-400 градусов течении 4-6 часов и медленному охлаждению в выключенной печи в течении 12-16 часов.
Восстановление обломанных лап корпуса.
- Кромки сопрягаемых деталей разделывают под углом 300 с обеих сторон на гл. ¼ толщины
- Изготовляют 2…3 шпильки с резьбой
- Сверлят отломан и основн детали и нарезают в них резьбу
- Соединяют шпильками
- Проваривают газовой сваркой по разделке по технологии (выше)
- Зачищают швы
Восстановление резьбовых отверстий.
В стальных корпусах
- Гнёзда с изношенной резьбой заваривают электросваркой дуговой
- Сверлят отверстия
- Нарезают резьбу
В чугунных и Al корпусах
1) расверливают отверстия под пробку
2) нарезают резьбу
3) изготовляют футорку, свертывают ее и проваривают э сваркой
4) защищают шов
5) просверливают отверстие и нарезают ррезьбу.
В Al корпусах целесообразно заменить болты на шпильку и гайку. Шпильку на клей закрепляют в корпусе.
2. Подшипниковые щиты служат соединительной деталью между статором и ротором. В электрических машинах применяются различные по конструкции подшипниковые щиты, отличающиеся друг от друга формой, размерами и материалом, из которого они изготовлены. Но, несмотря на большое разнообразие конструкций щитов, по назначению их можно разделить на два вида: а) подшипниковые щиты для электродвигателей на лапах (рис. 1, а), служащие только соединительной деталью; б) фланцевые подшипниковые щиты для электродвигателей без лап (рис. 1, б), которые являются не только соединительной деталью, но и служат для установки и крепления электродвигателя на исполнительном механизме. Такие подшипниковые щиты в отличие от обычных имеют присоединительный фланец.
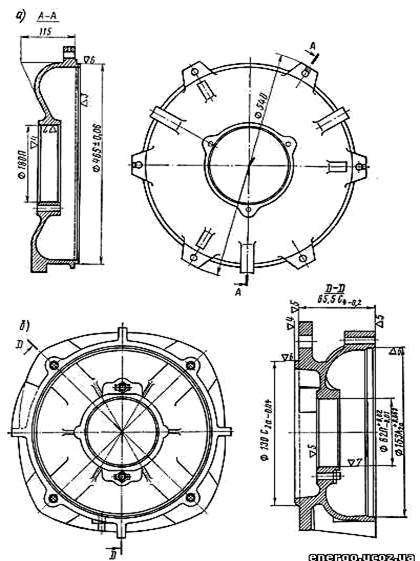
Рис. 1. Подшипниковые щиты электродвигателей: а - электродвигателя единой серии АО2 9-го габарита; б - фланцевый, электродвигателя АОЛ 2-го габарита.
Заготовки подшипниковых щитов получают методом литья из чугуна и алюминия (машины малых габаритов) для асинхронных двигателей и стали — для электрических машин постоянного тока. От жесткости, качества изготовления и точности взаимного расположения поверхностей щита зависит долговечность работы подшипников и некоторые энергетические показатели электрических машин.
В связи с этим к подшипниковым щитам предъявляются определенные требования: замок и отверстие под подшипник должны быть концентричными, т. е. иметь общую ось. У фланцевых подшипниковых щитов с этими поверхностями должна быть концентрична также присоединительная поверхность (заточка фланца, которой электрическая машина соединяется с исполнительным механизмом). Отверстие под подшипник обрабатывается с высокой точностью (1 - 2-й класс) и чистотой поверхности (6 - 8-й класс), которые назначаются в зависимости от того, с какого класса подшипниками они сопрягаются.
В щите посадочную поверхность под подшипник восстанавливают запрессовыванием втулки:
1) Протачивают гнездо с учётом толщины втулки в 6-10 мм, а толщина стенки на щите неравна 10мм
2) Прессование производят с подогревом, обеспечивающим посадку с натягом.
3) Втулку закрепляют в щите с двумя диаметрально-противоположными стопорами.
Износ посадочных поверхностей < 0,2 мм в щитах (и на валах) восстанавливают нанесением герметика 6Ф, выпускаемый в виде листов жёлтого цвета t=<5мм Стоек к воде, щелочи, маслам, но растворяется ацетоном, толуолом, бензолом.
Подготовка:
1) Нарезают мелкими кусочками
2) Помещают в посуду с растворителем на 24 часа и плотно закрывают
3) Зачистить и обезжирить ацетоном
4) Герметик нанести кисточкой
5) Сушат в воздухе около 20 мин.
6) Для увеличения слоя наносят несколько раз и после сушат на воздухе
7) Окончательная сушка при t=140 градусов в течении 2 часов
Герметик обладает хорошими виброгасящими свойствами.
Заварка трещин.
Применяют когда она не изменяет формы посадочных поверхностей. В следующей последовательности:
- Сверлят отверстия на расстоянии 8…10мм от концов трещины сверлом диаметром 6…8мм на глубину трещины.
- Разделывают трещину под заварку с углом 700 и притупляют кромки
- Поверхности прилегающие к месту заварки зачищают до металлического блеска абразивным кругом и металлической щёткой
- Заварку производят электросваркой постоянным током обратной полярности 45-60А на 1мм в зависимости от электрода. В качестве присадочного используют медные стержни диаметром 3...6мм с оболочкой из листовой жести t=0,3мм с тонкой меловой обмазкой. Флюс: бура=50%, Fe опилки = 25%, Fe окалина = 25%. Сварку ведут короткими участками 40мм, не допуская перегрева
- Каждый участок простукивают молотком
- Швы зачищают от шлака