При увеличении мощности электрических машин и неизменном напряжений возрастает сила тока, что требует увеличения поперечного сечения проводов обмоток. Наибольший диаметр круглого провода, который можно использовать при изготовлении обмоток, составляет 1,6 — 1,8 мм. При дальнейшем увеличении диаметра провод становится жестким; при укладке в пазы и формовании лобовой части он прорывает изоляцию, работать с ним становится физически трудно. Максимальное количество элементарных проводов, из которых можно образовать эффективный проводник, составляет 4 — 6.
Дальнейшее увеличение их приводит к низкому качеству соединения катушек внутри машины и присоединений выводных концов. Поэтому, начиная с определенной мощности машин, обмотки выполняют из прямоугольного провода. Катушки обмоток из прямоугольного провода изготовляют до укладки в пазы и придают им строгую геометрическую форму, которая не изменяется при укладке.
Катушки из прямоугольного провода разделяют на две группы. К первой группе относят катушки, предназначенные для низковольтных обмоток, на которые при их изготовлении не наносят корпусную изоляцию (ее устанавливают в паз до начала укладки). Ко второй группе относят катушки, предназначенные для высоковольтных обмоток, на которые при изготовлении наносят корпусную изоляцию. Катушки бескорпусной изоляции применяют в низковольтных машинах и укладывают в полуоткрытые пазы, а катушки с корпусной изоляцией используют в высоковольтных машинах и укладывают в открытые пазы.
По форме обмотки могут иметь вид многовитковых или одновитковых катушек либо стержней, которые представляют собой полувиток.
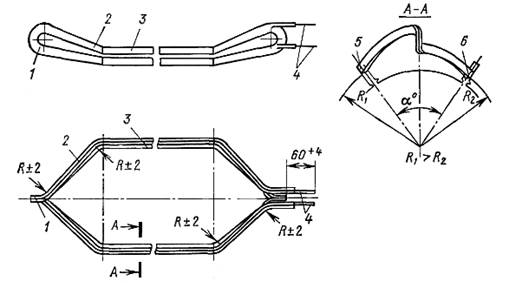
Рис. 1. Многовитковая статорная катушкаиз прямоугольного провода
Многовитковая низковольтная статорная катушка из прямоугольного провода (рис. 1) имеет пазовую часть 3 и лобовую часть, состоящую из прямолинейного участка 2 и головки 1. На лобовой части расположены два выходных конца 4. Одна сторона пазовой части катушки укладывается в низ паза статора 5, а другая — в верх паза 6. Пазовые части развернуты на угол а и расположены на разных радиусах от центра. Катушка имеет достаточно сложную геометрическую форму.
При изготовлении такой катушки выполняют следующие операции:
1. намотку лодочки;
2. скрепление витков лодочки;
3. прессовку лодочки;
4. растяжку лодочки в катушку;
5. нанесение пазовой изоляции (для высоковольтных катушек);
6. рихтовку катушки;
7. крепление и изоляцию выводных концов и лобовых частей.
Намотку лодочки производят на станках ТТ-20, Т-22 и ТТ-24 с помощью плоских шаблонов (рис. 2). Форма шаблонов выбрана такой, что после намотки лодочки получаются сформированными места перегибов головок катушки и подготовленными для дальнейших операций пазовые и лобовые части.
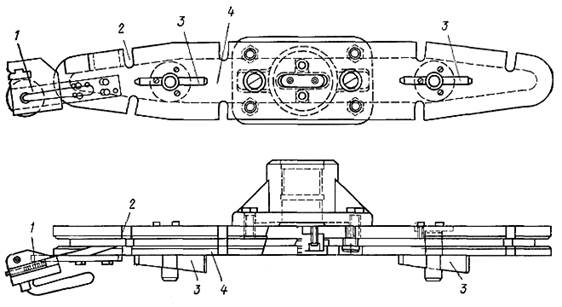
Рис. 2. Шаблон для намотки лодочки
Для намотки провода с бухты подают через натяжное устройство к шаблону и закрепляют в зажиме. Затем производят намотку лодочки. Поскольку катушка укладывается в полуоткрытый, паз и состоит из двух полукатушек, одновременно наматывают две лодочки, лежащие рядом.
После окончания намотки через пазы 2 перевязывают лодочку в нескольких местах. Для снятия лодочки с шаблона выбивают клинья 3 и снимают щеку 4. В таком состоянии лодочка непригодна для дальнейших операций, так как витки в ней не скреплены. Витки можно скреплять лавсановой лентой шириной 20 и толщиной 0,13 мм. После этого лодочку опускают на 15 мин в лак (МЛ-92, КО-916К), а затем подсушивают в печи в течение 30 мин при 110 — 120°С. Лак, проникая между витками, скрепляет их, и лодочка становится жестче. Лавсановая лента также пропитывается лаком и при сушке, усаживаясь, скрепляет витки.
Следующая операция, на которую поступает лодочка, — прессование, которое необходимо для выравнивания проводников, скрепления их и придания монолитности. Его выполняют на прессе.
После прессования лодочку растягивают на специальном станке (рис.3) и получают катушку.
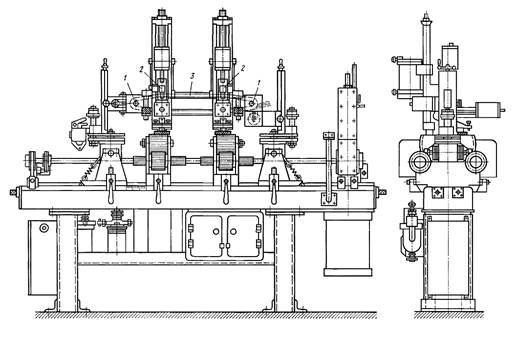
Рис. 3. Станок для растяжки лодочки в катушку
Лодочку 5 устанавливают головками в фиксирующие штыри 1, а пазовые части зажимают в механизме 2 растяжки. После включения станка механизм растяжки разводит пазовые части лодочки в разные стороны, при этом фиксирующие штыри сближаются, поскольку расстояние между ними уменьшается. В конце растяжки фиксирующие штыри поднимаются вверх на расстояние, необходимое для формования катушки в вертикальной плоскости. Готовую катушку снимают со станка; механизм растяжки и фиксирующие штыри возвращаются в исходное положение.
После растяжки катушки не имеют точных размеров, так как медный провод обладает значительной упругостью. С увеличением угла растяжки влияние упругости сказывается сильнее. Для придания окончательной формы катушку формуют на макете. Ее укладывают на макет, который имеет геометрическую форму лобовой части и головки катушки. Затем лобовую часть и головку катушки подбивают молотком через текстолитовую прокладку.
Готовые катушки укладывают в пазы сердечника, находящегося вне корпуса или в корпусе. Во втором случае укладка менее удобна. Сердечник или корпус с сердечником устанавливают в кантователь, который позволяет поворачивать сердечник в процессе укладки.
Перед укладкой катушек пазы изолируют. Сначала устанавливают на дно паза прокладку 1 (рис. 4) для предохранения корпусной, изоляции катушек при укладке и осадке, затем корпусную изоляцию 2 (очередность укладки катушек в пазы указана на рисунке римскими цифрами). Укладывая в паз катушки I и II, осаживают, их молотком через подбойку и устанавливают междуфазовую изоляционную прокладку 3. Далее укладывают катушки III и IV и загибают концы корпусной изоляции, на которые ставят прокладку под клин 4, а с торца забивают клин 5.
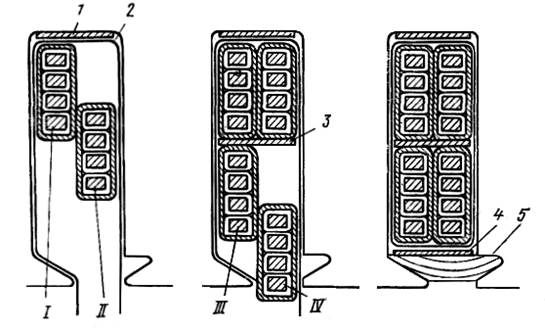
Рис. 4. Последовательность заведения катушек в полуоткрытые пазы
При укладке катушек в пазы производят правку лобовых частей и их увязку. После укладки выполняют соединение схемы, ее сварку, сварку выводных концов и увязку схемы.
Высоковольтные многовитковые катушки по форме соответствуют катушкам бескорпусной изоляции, но не разделены на две полукатушки.
Технологические операции намотки лодочки, скрепления витков, прессования, растяжки и формовки катушек с корпусной изоляцией соответствуют технологическим операциям изготовления катушек с бескорпусной изоляцией. При этом используется аналогичное оборудование. Последующая операция — нанесение корпусной изоляции (обматывание пазовой и лрбовой частей катушки лентами). При изолировке лента должна ложиться плотно на изолируемый участок, поэтому ее необходимо утягивать. Утяжка играет особенно важную роль при многослойной изолировке. При этом не допускаются складки, морщины, воздушные мешки. По окончании изолировки конец ленты закрепляют узлом или приклеивают.
До настоящего времени в качестве изоляции применяли микаленту на масляно-битумных лаках с последующей компаундировкой катушек. Эта изоляция называется термопластичной и имеет класс нагревостойкости А. В последние годы используют непропитанные ленты на основе слюдяных бумаг с последующей пропиткой катушек эпоксидными компаундами. При этом применяют два способа: сухой (монолит-2) и мокрый (монолит-3). При сухом способе катушки после изолировки укладывают в сердечники в пропитывают в эпоксидных компаундах вместе с ним, после чего запекают. При мокром способе катушки после изолировки пропитывают эпоксидными компаундами и подсушивают, по таким режимам, которые позволяют подсушить до отлипа наружные слон изоляции, сохраняя влажными внутренние. Затем катушки укладывают в сердечник и запекают.
Перед укладкой высоковольтных многовитковых катушек в открытые пазы устанавливают бандажные кольца с каждой стороны статора для последующего крепления лобовых частей. После укладки производят соединение и пайку схемы и выводных кабелей. Эти операции выполняют так же, как и в машинах с катушками без изоляции.