Выполнение РД пластин из углеродистых сталей.
Техника ручной сварки в различных пространственных положениях
Техника выполнения ручной дуговой сварки во многом зависит от пространственного положения сварного шва. При сварке различают нижнее (0–60°), вертикальное (60–120°) и потолочное (120–180°) положения (см. рисунок).

Рисунок. Различные положения изделия при ручной дуговой сварке.
Ручная дуговая сварка в нижнем положении
При ручной сварке в нижнем положении основная проблема состоит в том, чтобы обеспечить полное проплавление сечения без образования прожогов.
На рисунке приведены различные варианты выполнения швов в нижнем положении. При сварке односторонних швов на весу (рисунок А), как правило, очень трудно избежать непроваров или прожогов, поэтому для односторонних швов обычно применяют способы удержания сварочной ванны:
· сварка на съемной медной подкладке (рисунок Б);
· сварка на остающейся стальной подкладке (рисунок В);
· наложение подварочного шва (рисунок Г);
· вырубка непровара с последующей заваркой корня шва (рисунок Д).

Рисунок. Способы удержания сварочной ванны 1 – съемная медная подкладка; 2 – остающаяся стальная подкладка; 3 – основной шов; 4 – подварочный шов
Сварку угловых швов в нижнем положении можно выполнять двумя способами: при повороте изделия на 45° (так называемое положение «в лодочку») и наклонным электродом (см. рисунок ниже). Сварка «в лодочку» более предпочтительна, так как при сварке наклонным электродом из-за отекания расплавленного металла трудно предупредить подрез по вертикальной плоскости и обеспечить провар по нижней плоскости.
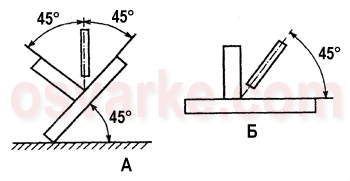
Рисунок. Техника выполнения угловых швов при ручной дуговой сварке: А – «в лодочку»; Б – наклонным электродом.
Ручная дуговая сварка в вертикальном положении
При ручной сварке в вертикальном положении стекание расплавленного металла также оказывает существенное влияние на формирование шва и глубину проплавления (см. рисунок). Вертикальные швы обычно выполняют на подъем. В этом случае удается обеспечивать требуемый провар и поддерживать расплавленный металл на кромках. Однако производительность сварки низкая и увеличивается при сварке на спуск. Однако из-за малой глубины проплавления это возможно только для тонкого металла и при применении специальных электродов.

Рисунок. Ручная дуговая сварка швов в вертикальном положении
Особенно неблагоприятные условия формирования шва наблюдаются при выполнении на вертикальной плоскости горизонтальных швов, так как расплавленный металл натекает на нижнюю свариваемую деталь.
Ручная дуговая сварка в потолочном положении
Достаточно сложна и ручная сварка в потолочном положении. Расплавленный металл в сварочной ванне в этом случае удерживается от вытекания силой поверхностного натяжения (см. рисунок). Поэтому необходимо, чтобы вес расплавленного металла не превысил эту силу. Для этого стремятся уменьшить размеры сварочной ванны, выполняя сварку периодическими короткими замыканиями, давая возможность металлу шва частично закристаллизоваться. Применяют также уменьшенные диаметры электродов, снижают силу сварочного тока, используют специальные электроды, обеспечивающие получение вязкой сварочной ванны

Рисунок. Формирование ванны и шва при ручной дуговой сварке в потолочном положении.