Станка модели 532»
Выполнил студент гр. 6-72-1:
Хузятов Р.Р.
Принял:
Зеленин В.Н.
Ижевск 2013 г
Настройка и наладка зубофрезерного
Станка модели 532
Целью работы является изучение принципа работы ы устройства станка, освоение методов настройки кинематических цепей и наладки станка.
Зубофрезерные станки более производительны, чем зубодолбежные, и предназначаются для нарезания одновенцовых цилиндрических колес с прямозубых и винтовым зубом. На этих станках нарезают и червячные колеса. В качестве режущего инструмента здесь применяются червячно-модульные фрезы.
Структурный анализ работы станка.
Принцип работы зубофрезерного станка можно представить по структурным схемам, показанным на рис. 10 и 11.

Рис.10.Структурная схема зубофрезерного станка при нарезании
зубчатого колеса с прямым зубом.
Для нарезания прямозубого колеса (рис.10) необходимо главное движение - вращение фрезы Фv(В1). Движение В1 обеспечивается от электродвигателя по связи М - a - iv - b - B1 и настраивается органом настройки iv эта связь является внешней. Формообразования зуба по профилю ФV (В1В2). в результате вращения фрезы В1.
Движения В1 и В2 связываться между собой В1 - b - c - iX - р - CM - l - f - В2, так, как если бы в зацеплении были червяк и червячное колесо, т.е. за один оборот червячной фрезы заготовка должна повернуться на Z зубьев или на  , оборота.
, оборота.
Формообразование зуба по длине происходит при медленном поступательном перемещении инструмента вдоль оси заготовки ПЗ.по связи В2 - g - is - h - ход. винт - П3 Скорость этого движения определяет толщину срезаемого каждым зубом фрезы слоя металла, поэтому движение П3 называют движением подачи и измеряют в мм/об.
Для нарезания косозубого колеса вместо простого движения П3 необходимо движение по винтовой линии Ф (П3В4) (рис.11а), но при этом заготовка должна участвовать в двух различных движениях В2 и В4. Сложениеэтих движений обеспечивается суммирующиммеханизмом СМ, представляющим собой, например, конический дифференциал. Тогда внутренняя связь в группе формообразования по профилю будет обеспечиваться по цепи b - c - iX - p - CM - l - f, а в группе формообразования по длине, по цепи m - n - iY - o - d - CM - l - f, т.е. она будет связывать вращение ходового винта (для движения П3) с вращением заготовки В4 через суммирующий механизм СМ.
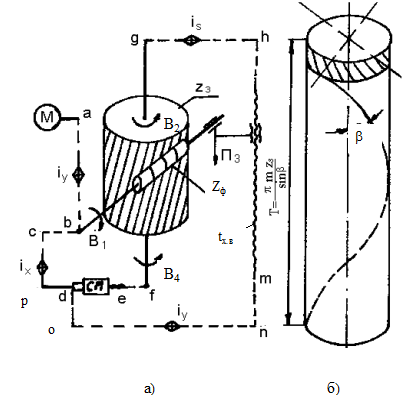
Рис. 11. Структурная схема зубофрезерного станка при нарезании зубчатого колеса с винтовым зубом: а- структурная схема, б- расчетная схема.
Эта связь определяется шагом винтовой линии зуба  (рис.11б) и выражается перемещением фрезы вдоль оси заготовки за один ее оборот. В качестве источника движения в этой группе может быть любой вращающийся вал, например, шпиндель изделия, как показано на рис. 11, или отдельный электродвигатель, или тот же двигатель, что и в приводе главного движения.
(рис.11б) и выражается перемещением фрезы вдоль оси заготовки за один ее оборот. В качестве источника движения в этой группе может быть любой вращающийся вал, например, шпиндель изделия, как показано на рис. 11, или отдельный электродвигатель, или тот же двигатель, что и в приводе главного движения.
Технологические возможности зубофрезерных станков
Технологические возможности зубофрезерных станков по размерам обрабатываемых колес иллюстрируются таблицей 2.
На прецизионных станках достигается шестая степень точности нарезаемых колес, а на станках нормальной точности- седьмая.
Таблица 2. Основные параметры зубофрезерных станков.
| Наименование размеров | Величины параметров станков | |||||||||
| Наибольший диаметр обрабатываемого колеса с прямым зубом, мм | ||||||||||
| Наибольшая ширина нарезаемого колеса с прямым зубом, мм | 1200: | |||||||||
| Наибольший модуль нарезаемых зубьев (по стали), мм | 1,5 |
Производительность зубофрезерных станков выше, чем зубодолбёжных, поэтому станки этого ряда более широко применяются в производстве.