Шлифовальные станки.
В соответствии с видом применяемых станков различают круглое (наружное и внутреннее), плоское и бесцентровое шлифование.
При вращении круга со скоростью vk (рис. 1) и подаче заготовки или круга множество зерен срезает материал заготовки с образованием мельчайшей стружки.
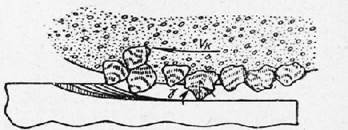
Рис. 1. Схема шлифования
Абразивы бывают естественные и искусственные. Наиболее широко применяются искусственные абразивы: электрокорунд (кристаллическая окись алюминия), карборунд (карбид кремния) и карбид бора; из естественных абразивов находят применение наждак, корунд, алмаз и др.
Кроме вида абразива и связки, полная характеристика шлифовальных кругов включает форму и размеры, зернистость и твердость круга..
Некоторые формы кругов приведены на рис. 2. Зернистость кругов характеризует размер зерен абразива; зернистость определяется номером, установленным ГОСТ.
Выбор зернистости зависит от требуемой чистоты обработки: для обдирочного шлифования применяют крупнозернистые круги, для чистового шлифования — мел козернистые.
Твердость кругов определяется сопротивляемостью связки выкрашиванию зерен абразива под влиянием усилия резания. Различают круги мягкие (М), средне-мягкие (СМ), средние (С), среднетвердые (СТ), твердые (Т), весьма твердые (ВТ) и чрезвычайно твердые (ЧТ).
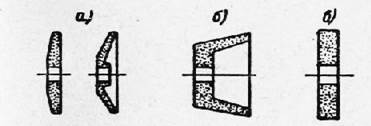
Рис. 2. Шлифовальные круги: а — тарельчатый; б — чашечный; в — плоский
Шлифовальные круги обладают способностью частично или полностью самозатачиваться в процессе работы. Процесс самозатачивания состоит в выкрашивании затупившихся зерен и обнажении острых кромок зерен следующего ряда.
Круг «засаливается», если твердость его излишне велика для обработки данного материала, или преждевременно изнашивается, если эта твердость мала.
Шлифовальные станки подразделяются на станки для круглого шлифования (центровые круглошлифовальные станки, бес-центрово-шлифовальные, внутришлифовальные) и станки для плоского шлифования. К группе шлифовальных относятся также доводочные, полировальные и заточные станки.
Существуют специальные шлифовальные станки для обработки шеек коленчатых валов, зубьев зубчатых колес и пр.; большую группу специальных станков составляют копировально-шлифовальные.
Круглошлифовальные станки. На рис. 3, а приведена схема универсального центрового круглошлифовального станка для наружного шлифования, а на рис. 3, б — схема наружного шлифования в центрах. 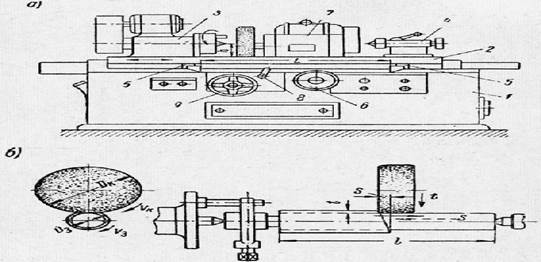
Рис. 3. Круглошлифовальный центровый станок (а) и схема круглого шлифования (б)
Бесцентровые шлифовальные станки. По устройству и обслуживанию эти станки значительно проще центровых, а производительность их выше; к недостаткам относится большая продолжительность переналадки. Эти станки широко применяются в серийном и массовом производстве.
Внутришлифовальные станки. Обрабатываемая заготовка укрепляется в патроне шпинделя передней бабки и вращается. Шлифовальная бабка имеет возвратно-поступательное движение по направляющим станины для шлифования отверстия на установленную длину, а также радиальное перемещение вместе с поперечными салазками для установки на глубину шлифования. Шлифовальный шпиндель приводится в движение от отдельного электродвигателя и имеет постоянную скорость.

Плоскошлифовальный станок
На столе укрепляют магнитную плиту, служащую для установки и удерживания заготовок при работе. Стол имеет поступательно-возвратное движение по направляющим станины. По вертикальным направляющим стойки может перемещаться шлифовальная бабка для установки шлифующего круга на глубину шлифования. Перекрытие шлифуемой заготовки по ширине достигается при поперечном осевом движении круга; это движение автоматизировано. Основными характеристиками станка являются максимальная длина хода стола L и высота круга над столом h.