Главная идея роботизированного технологического комплекса заключается в том, что промышленный робот должен использоваться в сочетании с определенным технологическим оборудованием, как, например, пресс, металлорежущий станок, сварочная установка, установка для нанесения покрытий и т. д., и предназначен для выполнения одной или нескольких конкретных технологических операций.
Применение промышленных роботов можно подразделить на выполнение роботами непосредственно основных технологических операций, и выполнение вспомогательных операций по обслуживанию основного технологического оборудования. К первым относится автоматическое выполнение роботами процессов сварки, сборки, окраски, нанесения покрытий, пайки, проведение контрольных операций, упаковки, транспортирования и складирования. Ко второй категории относится автоматизация с помощью роботов процессов механической обработки (обслуживания различных металлорежущих станков, шлифовальных и протяжных станков), прессов холодной и горячей штамповки, кузнечного и литейного оборудования, установок для термообработки, а также загрузки-разгрузки полуавтоматов дуговой сварки и контактных сварочных машин, при автоматизации операций сборки.
По ГОСТ 26228-85 «Системы производственные гибкие. Термины и определения»:
Роботизированный технологический комплекс (РТК) - совокупность единицы технологического оборудования, промышленного робота и средств оснащения, автономно функционирующая и осуществляющая многократные циклы.
| Примечания. 1. РТК, предназначенные для работы в ГПС, должны иметь автоматизированную переналадку и возможность встраиваться в систему. 2. В качестве технологического оборудования может быть использован промышленный робот. 3. Средствами оснащения РТК могут быть: устройства накопления, ориентации, поштучной выдачи объектов производства и другие устройства, обеспечивающие функционирование РТК». |
Для примера рассмотрим некоторые компоновки РТК.
Однопозиционные РТК
Однопозиционные РТК на базе токарных станков мод.16К20Ф3, Т5К20РФЗ или 16К20Т1 предназначены для токарной обработки деталей типа тел вращения из штучных заготовок в автоматическом режиме в мелкосерийном и серийном производстве с повторяющимися партиями деталей.
В цикле работы РТК заготовки автоматически поочередно подаются роботом на станок. Обработанные детали передаются роботом со станка на свободные паллете тактового стола.
Программа обработки конкретной детали вводится в УЧПУ с клавиатуры, перфоленты, магнитной кассеты.
Программа перемещений робота для установки и снятия конкретной детали вводится УЧПУ робота в режиме обучения и может находиться в памяти УЧПУ робота. Кроме этого система управления робота «Контур 1» выполняет функции управления всем РТК т.е. включает токарный станок для работы по программе, автоматический патрон станка, ограждение станка и тактовый стол.
Однопозиционный РТК 16К20Ф3Р219 (рис. 6) на базе токарного станка 16К20ФЗ 1 с ЧПУ (2Р22 или 2У22) 2 и ПР напольного типа мод. М20П40.01 3 служит для обработки деталей типа валов (D до 120 мм; L_ до 500 мм; т до 10 кг) и фланцев (D до 150 мм; L до 110 мм; m до 5 кг). В состав РТК входит горизонтальный магазин-накопитель (тактовый стол – СТ150 или СТ220, СТ350) 10 замкнутого тип вместимостью 12—24 заготовки.
ПР имеет УЧПУ робота 3 (Контур 1), пульт обучения робота 4 (ПОРП), захват 5, поворотный блок 6, шток 7 горизонтального перемещения схвата, поворотное устройство 8 в горизонтальной плоскости, каретка 9 вертикального перемещения схвата.
ПР выполняет операции загрузки и разгрузки станка, а также дает команды на пуск станка 1, управление зажимным патроном 11, подвижным ограждением рабочей зоны 12, тактовым столом 10.
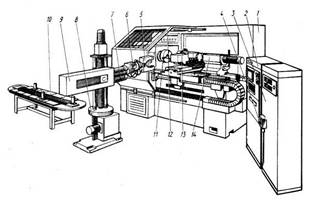
Рис. 6. РТК 16К20ФЗ.Рс роботом М20П.40.01
ПР имеет пять программируемых перемещений: вертикально - 2 (вверх и вниз) каретки 9 в пределах 500 мм, ее поворот в горизонтальной плоскости до 300° - 0, горизонтальное перемещение штока 7 – R = 1040 – 2140, угловое положение поворотного блока 6 – до 180°.
Установка и съем обрабатываемой детали в патрон станка в данном РТК осуществляется путем поворота робота устройством 8. Так как расстояние между осью поворота ПР и патроном достаточно большое, подпружиненный схват компенсирует погрешности поворотного вместо поступательного движения загружаемой детали в патрон.
Технические характеристики напольного промышленного робота М20П.40.01 позволяют обслуживать несколько станков, входящих в состав РТК.
Тактовый стол (ТС) (рис. 7) комплекса предназначен для транспортирования деталей в зону захвата ПР.
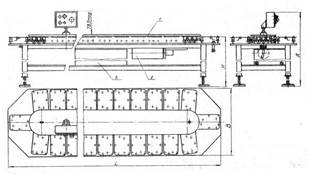
Рис.7. Общий вид тактового стола
Тактовый стол может работать в трех режимах:
· ручного управления;
· автоматического управления;
· режима непрерывного вращения.
При работе тактового стола в автоматическом режиме команды управления поступают от системы ЧПУ робота. При этом может осуществляться шаговое и непрерывное перемещение паллет.
Технические характеристики тактовых столов:
Таблица 8
| № | Наименование параметра | Модель | ||
| СТ 150 | СТ 220 | СТ 350 | ||
| Тип стола | Пластинчатый | |||
| Тип привода | Электрический | |||
| Размер паллет, мм | 150х150 | 230х230 | 350х350 | |
| Число палет | ||||
| Максимальный диаметр детали, устанавливаемой на на паллете, мм | ||||
| Грузоподъемность одной паллеты, кг | ||||
| Время поворота с позиции на позицию, с | ||||
| Точность позиционирования паллет, мм | ||||
| Мощность электродвигателя, кВт | 0,55 | |||
| Габаритные размеры стола, мм длина ширина высота | ||||
| Масса стола, кг | ||||
| Габаритные размеры электрошкафа, мм | 550х260х290 |
Применение тактового стола (ТС) необязательно. Можно, используя УЧПУ робота, запрограммировать съем и укладку обрабатываемых деталей на стационарном столе – режим палетирования деталей. Это достигается благодари возможности программирования ПР по вертикали (устройство 9) и по углу (устройство 8). Применение ТС или стационарного стола зависит от конкретных производственных условий. В первом случае требуется больше производственной, площади, в другом — программа работы ПР.