Сварка полимерных материалов (пластмасс) — один из методов создания неразъемного соединения элементов конструкции. В результате сварки между соединяемыми поверхностями исчезает граница раздела, превращаясь в размытый переходный слой. Прочность соединения обусловливают возникающие в этом слое силы межатомного и межмолекулярного взаимодействия.
Изготовление пластмассовых конструкций менее трудо- и энергоёмко, полимеры легко перерабатываются различными способами, приобретая нужный цвет и фактуру и не требуют механической обработки.
Пластмассы во многих случаях заменяют металл, бетон или дерево, при этом:
• Уменьшается масса изделия;
• Снижаются транспортные расходы.
Общие понятия о полимерах
Полимеры - это высокомолекулярные вещества, макромолекулы которых состоят из большого числа повторяющихся малых структурных элементов - звеньев, являющихся мономерами.
Пластмассы - это материалы, состоящие из полимеров и определённых добавок.
Добавки могут иметь полимерную и мономерную природу, и могут находиться в газообразном, жидком и твёрдом состояниях.
Виды добавок и их назначение:
1. Стабилизаторы:
• термостаты;
• антиоксиданты.
2. Пластификаторы:
• улучшают технологические и эксплуатационные свойства полимеров.
3. Наполнители:
• способствуют увеличению прочности, улучшению диэлектрических свойств, уменьшению расхода полимера.
Физические состояния полимеров:
• стеклообразное;
• высокоэластичное;
• вязкотекучее.
Переход из одного состояния в другое совершается в некотором диапазоне температур.
Средняя температура диапазона называется температурой перехода.
Температура стеклования [Тc] это температура перехода из эластичного состояния в стеклообразное.
Температура текучести [Тт] это температура перехода из эластичного состояния в вязкотекучее.
Выше Тт происходит "истинное течение полимера"
При температуре разрушения полимера (температура деструкции) [Тp] (Тp>>Тт) происходит реакция обратная реакции полимеризации.
Сущность процесса сварки полимеров:
а) 1 - Контакт, 2 - Нагрев;
б) 1 - Нагрев, 2 - Контакт;
в) Контакт и нагрев одновременно.
Последовательность образования соединения:
1. Подвод тепла и преобразование энергии, осуществляющей активацию поверхности:
• газом;
• нагретым инструментом;
• нагретым присадочным материалом;
• индукционным нагревом;
• энергии УЗК, ТВЧ.
2. Взаимодействие свариваемых поверхностей изделия при контакте их друг с другом (образование контакта) в процессе сдавливания их доведенных до вязкотекучего состояния.
3. Формирование надмолекулярной структуры.
Сварка пластмасс нагретым газом
Основные технологические параметры:
1. Температура и расход газа;
2. Материал, диаметр и форма сечения прутка;
3. Угол наклона прутка;
4. Давление на пруток;
5. Угол наклона горелки к плоскости свариваемого материала.
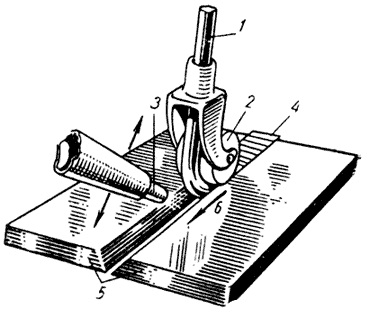
Рисунок 1. Схема сварки нагретым газом
1 - Присадочный пруток; 2 - Ролик; 3 - Горелка; 4 - Сварной шов; 5 - Свариваемые заготовки; 6 - Направление сварки
Сварка пластмасс нагретым инструментом
Технологические параметры процесса:
1. Температура нагревателя Тн;
2. Продолжительность нагрева tн;
3. Усилие прижатия инструмента детали при нагреве Рн;
4. Давление осадки Рос;
5. Продолжительность выдержки деталей под давлением после сварки.
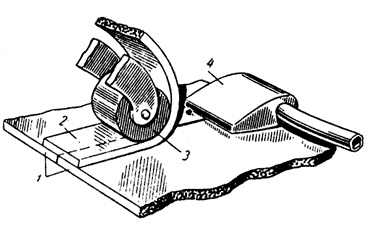
Рисунок 2. Схема сварки нагретым инструментом
1 - Свариваемые заготовки; 2 - Лента из фторопласта; 3 - Прижимной ролик; 4 - Нагретый инструмент
Ультразвуковая сварка полимеров
В ультразвуковой сварке используется высокая частота (15 кГц до 40 кГц) с низкой амплитудой колебаний для создания тепла путём создания трения между материалами, подлежащих соединению. Ультразвуковой сваркой можно сваривать практически все пластмассы.
Технологические параметры процесса:
1. Частота колебаний;
2. Амплитуда колебаний;
3. Расстояние от колебательного контура до свариваемой поверхности;
4. Время сварки;
5. Форма электрода.
Сварка пластмасс ТВЧ
Некоторые пластмассы, такие как ПВХ, полиамиды (ПА) и ацетаты могут быть нагреты высокочастотными электромагнитными волнами. Высокочастотная сварка использует это свойство для размягчения пластмасс при их соединении. Нагревание локализовано, процесс сварки может быть непрерывным.
Радиочастотная сварка используется с 1940 - х годов. Этим методом сварки свариваются ПВХ, полиуретан, нейлон и др.
Технологические параметры процесса:
1. Частота тока регулятор удельной тепловой мощности;
2. Напряженность электрического поля;
3. Давление;
4. Время сварки.
Индукционная сварка
Используется для сварки пластмасс, имеющих плохую электропроводность. При этом в место соединения вкладывается материал, имеющий высокую электропроводность - металлы или углеродные волокна. Сварочный аппарат содержит индукционную катушку, которая запитывается с высокочастотным электрическим током. Ток генерирует электромагнитное поле, которое действует на проводящие вкладки заготовки. В них проходит резистивный нагрев с помощью индуцированных токов, называемых вихревыми токами. Индукционная сварка широко используется в например авиационно - космической промышленности.
Технологические параметры процесса:
1. Частота тока;
2. Напряженность электрического поля;
3. Время сварки (tнагр);
4. Давление.
Кроме того, применяются другие специальные методы сварки пластмассовых изделий:
Сварка трением
При сварке трением, две части свариваемого материала воздействуют механическими колебаниями на более низкой частоте (обычно 100-300 Гц) с более высокой амплитудой (от 1 до 2 мм), чем при ультразвуковой сварке. Трение создаёт высокую температуру, которая плавит контактные зоны между этими частями. В пластмассах формируются слои, которые переплетаются друг с другом. По завершении движения вибрации обе части остаются скреплёнными до сварного соединения. Движение трения может быть линейным или круговым.
Лазерная сварка
При лазерной сварке две свариваемые части ставятся под давлением. В это время происходит движение лазерного луча вдоль соединительной линии. Луч проходит через первую часть и поглощается другой частью или непрозрачным покрытием, чтобы произошло выделение достаточного количество тепла для смягчения пластмасс и созданий сварного шва.
Для сварки используются полупроводниковые лазерные диоды с длинами волн в диапазоне от 808 нм до 980 нм. и уровнями мощности от 1 Вт до 100 Вт в зависимости от вида материалов, его толщины и желаемой скорости процесса.
Сварка растворением
Сварка проходит с использованием растворителя, который применяется для растворения полимера при комнатной температуре. Во время растворения пластмассы полимерные цепи свободно перемещаются в жидкости и смешиваются с другими растворенными цепями. Со временем цепи теряют подвижность. Формируется твердая масса перепутанных полимерных цепей, которые образует сварной шов.
Этот метод обычно используется для сварки пластиковых труб в бытовой сантехнике.
Таблица свариваемости различных полимеров
