Процесс алкилирования изобутана алкенами применяется в нефтеперерабатывающей промышленности с целью получения высокооктанового компонента товарного бензина.
Алкилирование алканов алкенами является равновесным экзотермическим процессом, обратным крекингу углеводородов:
RH + CH2 = CHR' ↔ RR' – CH – CH3 + Q (Q = 75-96 кДж/моль)
Реакция смещается вправо при понижении температуры, при температуре 300°К процесс можно считать необратимым.
Катализаторами алкилирования могут служить те же вещества кислотного типа, что и для алкилирования ароматических углеводородов: AlCl3, HF(безводная), H2SO4.
Из алканов к каталитическому алкилированию способны только изоалканы, имеющие третичный атом углерода. Алкены могут быть различными, но чаще используют н-бутилены, алкилирующие изобутан с образованием С8Н18, наиболее пригодным как компонент моторного топлива:

Целевой продукт алкилирования – изооктан – содержит смесь изомеров – 2,2,4; 2,2,4-, 2,3,4-, 2,3,3 -триметилпентан. Причина лежит в особенностях механизма реакции, осложненной процессами изомеризации. Общепринято, что каталитическое алкилирование изоалканов идет через промежуточные образования ионов карбония.

Вторичный ион карбония менее устойчив, чем третичный, вследствие чего происходит быстрый обмен гидрид-ионом с изопарафином:

Образующийся третичный карбоний-катион реагирует с исходным олефином:

Получившийся ион карбония склонен к внутримолекулярным перегруппировкам, сопровождающимся миграцией водорода и метильных групп.
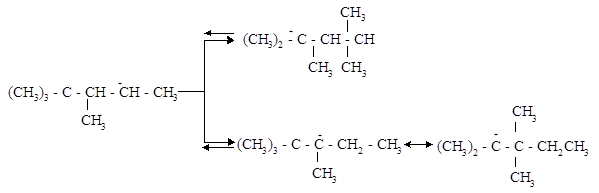
Ионы карбония взаимодействуют с изобутаном, в результате чего получается С8Н18 и третичный бутил-катион:
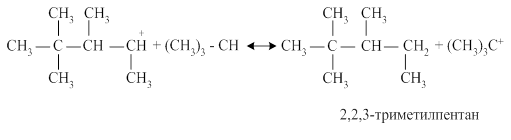
Состав изомеров зависит как от стабильности промежуточных карбоний-ионов, так и от обменной скорости с изобутаном.
Побочные реакции:
1) 
2)  и т.д.
и т.д.
В результате побочных реакций получаются ненасыщенные полимеры, ухудшающие качество алкилата и ведущие к повышенному расходу катализатора.
Применение избытка изоалканов подавляет все побочные реакции, положительно влияет на выход и качество алкилата, повышает его октановое число, снижает расход катализатора, оптимальным является отношение изоалкан:алкен равное (4:6):1. С использованием серной кислоты в качестве катализатора температура процесса равна 5-15°С, фтороводородной кислоты – 20-30°С. Расход серной и фтороводородной кислот составляет 250кг и 0,7кг на тонну алкилата.
Рассмотрим процессы сернокислотного алкилирования и фтористоводородного алкилирования.
Сернокислотное алкилирование. Важными характеристиками для технологического оформления процессов жидкофазного алкилирования изобутана олефинами в присутствии H2SO4 являются взаимные растворимости изобутана и H2SO4. Растворимость изобутана в H2SO4 невелика и заметно снижается с уменьшением концентрации кислоты, (табл.1).
Таблица 1. Растворимость изобутана в H2SO4.
| Концентрация H2SO4 % (масс.) | 99,5 | 98,7 | 96,5 |
| Растворимость изобутана в H2SO4 при температуре 13,3 ˚С % (масс) | 0,10 | 0,07 | 0,04 |
Растворимость серной кислоты в изобутане имеет более низкие значения, вследствие чего необходимо применять интенсивное перемешивание реакционной смеси. При этом октановые характеристики сернокислотного алкилата находятся в прямой пропорциональной зависимости от степени диспергирования. Наилучшие по качеству алкилаты образуются при использовании 98 - 99 %-ной H2SO4.
Химические свойства примесей в сырье оказывают различное влияние на степень разбавления H2SO4 в ходе реакции алкилирования. Более низкие температуры проведения реакции алкилирования и высокие соотношения изобутан/олефин благоприятно сказываются на выходе и составов алкилатов и расходе H2SO4.
Увеличение времени контакта в интервале 0,6 - 6,0 мин способствует повышению выхода алкилата и содержания фракции в алкилате при одновременном росте октанового числа.
Фтористоводородное алкилирование. Преимущества фтористоводородного алкилирования по сравнений с сернокислотным:
1) легкая регенерируемость катализатора, обеспечивающая меньший его расход (в 100 с лишним раз);
2) возможность применения простых реакторных устройств без движущихся и трущихся частей, обусловленная повышенной взаимной растворимостью изобутана и HF;
3) возможность применения более высоких температур в реакторе с обычным водяным охлаждением, обусловленная меньшим влиянием температуры на протекание вторичных реакций и снижение качества алкилата;
4) небольшая металлоемкость узла алкилирования (необходимый удельный объем реактора составляет 0,0059 - 0,0107 объема на один объем алкилата в сутки, что примерно в 10 - 15 раз меньше, чем у сернокислотного контактора, и в 25 - 35 раз меньше, чем у каскадного реактора.
Для области температур 0 - 60 °С взаимные растворимости изобутана и HF приведены в таблице 2.
Таблица 2. Взаимные растворимости изобутана и HF.
| Температура, ˚С | Растворимость, % (масс.) | Температура, ˚С | Растворимость, % (масс.) | ||
| Изобутан в HF | HF в изобутане | Изобутан в HF | HF в изобутане | ||
| 2,4 | 0,40 | 3,5 | 1,05 | ||
| 2,6 | 0,47 | 5,4 | 1,50 | ||
| 2,9 | 0,54 | 6,3 | 1,87 | ||
| 3,2 | 0,63 |
Значительным преимуществом фтористоводородного процесса является лучшее качество алкилата на пропиленовом и обогащенном пропиленом сырье без значительного увеличения расхода катализатора.
Методическая часть.