ПРЕМЕНЕНИЕ РЕЗЬБОФРЕЗЕРОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА
ЗУБКОВА ОКСАНА СЕРГЕЕВНА, к.т.н.,
Доцент кафедры машиностроительных технологий и оборудования,
БЛАГИРЕВ ДМИТРИЙ ЭДУАРДОВИЧ, студент
Россия, Курск, Юго-Западный государственный университет
e.mail: zubkova-oksana@bk.ru
Рассматриваются особенности применениярезьбофрезерования для изготовления резьбовых отверстий малого диаметра.
Метрическая резьба широко распространена в современных изделиях машиностроения и приборостроения, поэтому вопросы изготовления резьбовых отверстий являются актуальными. В настоящее время существует множество конструкций металлорежущих инструментов для получения резьб различных типов в отверстиях, но, к сожалению не все они могут быть применены в отверстиях малых диаметров (до 6 мм).
Получение резьбы в отверстиях до 6 мм возможно нарезанием или накатыванием метчиками, или резьбофрезерованием. Особенности использования метчиков рассмотрены в работах [1], [2], [3]. Некоторые аспекты получения резьбовыми фрезами будут рассмотрены ниже.
Возможность получения резьбы с помощью фрезы связана сособенностью программирования интерполирующего движения, поэтому чем проще система ЧПУ, тем чаще используются метчики.
При фрезеровании профиль резьбы формируется с помощью движения специальной фрезы по винтовой линии[4]. Схема формообразования представлена на рис.1.
Резьбовая фреза опускается в отверстие на нужную глубину резьбы и врезается по дуге 90° на глубину. Фреза при врезании поднимается на ¼ шага резьбы (участок 1-2).
Ось фрезы М делает оборот на диаметре m (участок 2-3) при этом фреза одновременно поднимается на шаг резьбы Р и выходит из профиля по дуге 90° (участок 3-4).
В случае, если глубина резьбы в полученном ранее отверстии больше длины режущей части фрезы, то обработку на участке 2-3 повторяется несколько раз.
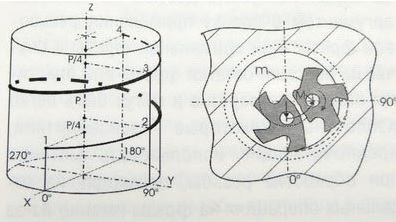
Рисунок 1. Схема формообразования резьбы фрезой
Источник[1]отмечает следующие особенности резьбофрезеровния:«Фрезы для нарезания резьбы используют спиральную интерполяцию для нарезания как внутренней, так и наружной резьбы. Большинство станков ЧПУ, произведенных за последние 10 -15 лет, поддерживают спиральную интерполяцию.
Для нарезания резьбы применяются цельные твердосплавные фрезы и сменные твердосплавные пластины (стальное тело фрезы с карбидными вставками). Многовитковые резьбонарезные фрезы нарезают резьбу сразу на всю глубину за один полный поворот фрезы. Одновитковые фрезы нарезают один виток резьбы за оборот. Большинство фрез для нарезания резьбы – многовитковые.
Фрезы для нарезания резьбы подходят для обработки материала прочностью до 65 HRC, что существенно расширяет область их применения.
Отвод стружки обычно не является проблемой при нарезании резьбы фрезами. Нарезание резьбы фрезами — это резание с остановками, поэтому, независимо от свойств материала, всегда получается стружка надлома с короткими частицами.
Резьбонарезные фрезы имеют большой диапазон применения, их диаметр начинается от 1.5 мм и заканчивается самыми большими размерами. Но по большому счету оптимальная глубина резки фрезой ограничивается 2.5 диаметрами самой фрезы. Однако одновитковая фреза может работать и на большой глубине».
Одна из ведущих фирм изготовителей резьбонарезного инструмента Walter-Prototyp (Германия) дает следующие рекомендации по применению резьбовых фрез [5]:
«Метод резьбофрезерования рекомендуется при:
- Обработке ассиметричных/невращающихся заготовок
- Обработке материалов, вызывающих проблемы с дроблением и эвакуацией стружки
- Обработке резьбы в труднообрабатываемых материалах, когда возникают большие силы резания
- Обработке резьбы вплотную к уступу или дну глухого отверстия
- Обработке резьбы в тонкостенных деталях
- Недостаточно жестком закреплении заготовки
- Необходимости сокращения номенклатуры инструмента
- Вероятности поломки метчика во время резания – в отличие от метчика фрезу всегда можно удалить из отверстия, в котором нарезается резьба».
Однако, следует отметить определенные недостатки данного метода обработки:
1. Высокие требования к системе ЧПУ и техническим характеристикам станка.
2. Необходимость регулярного контроля износа фрезы.
3. Ограничение глубины отверстия 2 – 2,5 диаметрами, т.к. одновитковые фрезы для отверстий малого диаметра имеют ограниченное применение.
На основании вышеизложенного можно сделать вывод о возможности использования резьбофорезерования для отверстий малого диаметра вместо нарезания резьбы метчиком.
Список литературы:
1. https://tverdysplav.ru/obzor-sposobov-narezaniya-rezby-vzglyad-iznutri/ - онлайн журнал «Твердый сплав»
2. Особенности нарезания резьбы метчиками в отверстиях малого диаметра в заготовках из алюминиевых сплавов / Зубкова О.С.,Благирев Д.Э.// Молодежь и системная модернизация страны: сборник научных трудов Международной научной конференции студентов и молодых ученых.– Курск, –2016. – С. 183-189.
3. Современные конструкции метчиков для нарезания или раскатывания метрической резьбы в глухих отверстиях малого диаметра в заготовках из алюминиевых сплавов/Благирев Д.Э., Зубкова О.С.// Молодежь и системная модернизация страны: сборник научных трудов Международной научной конференции студентов и молодых ученых.– Курск, –2016. – С. 183-189.
4. Киричек А.В., Емельянов С.Г. и др. Режущий инструмент. Инструмент и технологии резьбоформообразования: учебное пособие. – Старый Оскол: ТНТ, 2014. – 200 с.
5. https://www.walter-tools.com - Каталогфирмы Walter-Prototyp /2015