Понятием программное управление станками охватывают обычно такие способы автоматизации станков, которые обеспечивают управление работой станка по заранее подготовленным программам, причем одну программу можно легко заменять другой без трудоемкой переналадки станка. Носителями программы в этих случаях служат наборы переключателей, бумажные перфокарты и перфоленты, магнитные ленты и т. п.
На станках с программным управлением автоматически в нужной последовательности осуществляются поступательные и вращательные движения рабочих органов: вращение шпинделя с заданными скоростями в течение определенных интервалов времени, точная установка рабочих органов на заданные позиции, рабочие подачи на заданных участках пути, вспомогательные перемещения суппортов, столов, поворот на определенный угол револьверных головок и т. д.
Совокупность автоматических устройств, реализующих программное управление станком, называют системой программного управления (СПУ). При этом различают системы циклового и числового программного управления.
Системы циклового программного управления (СЦПУ) - это наиболее простые СПУ. В таких системах для цикла обработки детали программируют последовательность и направления движений рабочих органов станка, т. е. ускоренных перемещений и движений подачи, используемых при обработке данной детали, скорости подач и главного движения. Перемещения рабочих органов, необходимые для получения заданных геометрических размеров обрабатываемой детали, устанавливают, передвигая вручную упоры, нажимающие на путевые переключатели. Программа в СЦПУ обычно задается при помощи различных устройств типа штекерных панелей, наборов переключателей или кнопок, многопозиционных барабанов и т. п. Системы такого рода используют для токарно-револьверных, некоторых фрезерных, токарных и других станков.
Для систем числового программного управления (СЧПУ) применяют числовое задание программы, т.е. в форме совокупности чисел, характеризующих последовательность и необходимые перемещения рабочих органов станка, а также скорости этих перемещений. Программу тем или иным способом записывают на программоносителе - бумажной перфорированной ленте, перфокарте или на магнитной ленте. Все СЧПУ делят на три группы: позиционные, прямоугольные и контурные системы.
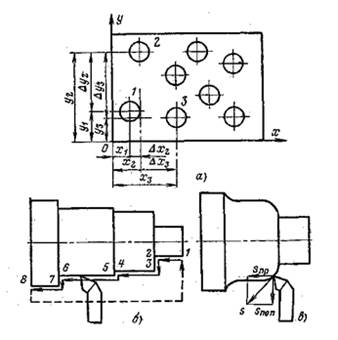
Рисунок 15.1 – Виды обработки при использовании позиционных (а), прямоугольных (б) и контурных (в) систем ЧПУ
Позиционные системы предназначены для установки (позиционирования) инструмента (или детали) в определенной последовательности в заданные положения - позиции, характеризуемые их координатами на плоскости или в пространстве. Подобные системы использую на сверлильных, расточных и других станках.
Предположим, что на координатно-сверлильном станке требуется обработать отверстия детали, показанные на рисунке 10.1, а. Каждое отверстие в программе задано двумя числами - координатами его центра относительно базовых координатных осей х и у,например отверстие 1 - координатами х 1, у 1. Если после обработки отверстия 1 нужно переместить инструмент в позицию 2 то программой задаются координаты х 2, у 2или приращения координат Δх2, Δу 2. Перемещения по каждой из координат могут отрабатываться одновременно или последовательно с одинаковыми или различными скоростями. Траектория движения инструмента из позиции 1 в позиции 2, 3 и т.д. может быть любой; важно, чтобы инструмент с заданной точностью был перемещен на новую позицию.
Системы с прямоугольным формообразованием (прямоугольные) используются при обработке деталей ступенчатой формы, например валов на токарном станке (рисунок 15.1, б). Здесь также программируют отдельные заданные точки плоскости 1, 2, 3,..., 8, но продольная и поперечная подачи разделены во времени, т.е. включаются последовательно. Такие системы обеспечивают и позиционирование как частный случай. Применяют их на расточных, токарных, фрезерных станках.
Очевидно, что упомянутые выше системы циклового управления выполняют по существу те же функции, что и прямоугольные системы числового управления,
В системах с криволинейным формообразованием (контурных) программируется не только перемещение по каждой координате, но и закон перемещения. Системы используют на токарных и фрезерных, станках для обработки фасонных поверхностей, Например, при токарной обработке тел вращения (рисунок 15.1, в)подача s резца в каждый момент времени получается сложением продольной s пр и поперечной s попподач. Контурные системы выполняют также функций прямоугольных и позиционных систем.
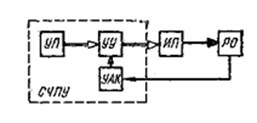
Рисунок 15.2 – Общая структурная схема управления станком с ЧПУ
В общем виде структурная схема управления станком с числовым программным управлением (ЧПУ) показана на рисунке 15.2. В этой схеме: УП - узел программы; У У - узел управления; ИП - исполнительные приводы; РО - рабочие органы станка; УАК - узел активного контроля (обратная связь). Программа работы станка, заданная в числовом виде, поступает в УП. В этом узле для реализации заданной программы команды, записанные на программоносителе, должны быть «прочитаны». С этой целью УП снабжается специальными считывающими устройствами, которые в зависимости от способа записи программы представляют собой набор щупов, фотоэлементов или магнитных головок. По мере выполнения команд программоноситель должен непрерывно или периодически перемещаться относительно считывающего устройства.
В считывающем устройстве все воспринятые команды (т.е. информация, необходимая для выполнения станком заданного технологического процесса) преобразуется в электрические импульсы, которые направляются в узел управления УУ, где происходит расшифровка команд, если те были кодированными. Кроме того, при необходимости производится пополнение и уточнение команд программы, их переработка, а также преобразование в такую форму, которая была бы пригодна для управления исполнительными приводами МП. Последние осуществляют движения рабочих органов РО станка согласно заданной программе.
В замкнутых СЧПУ результаты измерения фактического выполнения программы при помощи узла активного контроля УАК преобразуются в электрические сигналы, направляемые в УУ. Здесь сигналы, поступающие из УП и УАК, сравниваются, т. е. заданная программа сопоставляется с фактической, которая отрабатывается станком. На основании такого сравнения узел управления, воздействуя на ИИ, стремится устранить возникающие расхождения между заданной и фактической программами.
В разомкнутых СЧПУ обратная связь, т.е. элемент УАК, отсутствует. Поэтому разомкнутые системы в принципе дают меньшую точность обработки деталей по сравнению с замкнутыми системами. Однако их большое достоинство - простота.
Электроприводы главного движения станков с ЧПУ выполняются обычно с электромеханическим регулированием скорости, т.е. с несколькими механическими ступенями, переключаемыми при помощи электромагнитных муфт и ступенчатым или бесступенчатым электрическим регулированием в пределах каждой ступени.
Электроприводы подачи станков с ЧПУ можно разделить на четыре, группы: приводы со ступенчатым механическим регулированием скорости, с бесступенчатым электрическим регулированием в широком диапазоне, следящие и следящерегулируемые, с шаговыми двигателями. Первые три группы приводов используются в системах с обратной связью по положению рабочего органа, т. е. в замкнутых системах.
Электропривод подачи со ступенчатым механическим регулированием (рисунок 15.3, а)используют, как правило, в позиционных и прямоугольных системах ЧПУ с обратной связью. Для переключения скоростей подачи применяют электромагнитные муфты. Движение рабочей подачи начинается после включения от СЧПУ электромагнитной муфты Эм1. Асинхронный двигатель с короткозамкнутым ротором Д приводит во вращение ходовой винт ХВ, и стол С (или суппорт, шпиндельную бабку и т. п.) начинает поступательное перемещение. При этом от датчика положения ДП по каналу обратной связи ОС в СЧПУ поступают сигналы о пройденном пути. При под ходе стола к конечному (по программе) положению СЧПУ выдает команду на отключение муфты Эм1 и на включение электромагнитной муфты Эм2, что вызывает переход на медленное доводочное перемещение стола. По достижении столом заданного положения следует сигналит СЧПУ на отключение муфты Эм2, и стол С останавливается. В такой схеме часто используют электрическое или электромеханическое торможение для повышения точности остановки.
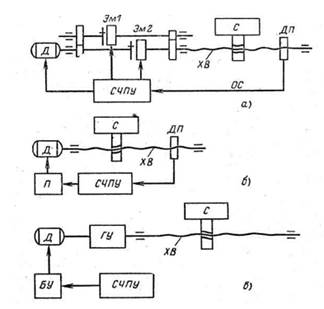
Рисунок 15.3 – Схемы приводов подачи станков с ЧПУ
Если для привода подачи в позиционной или прямоугольной системе ЧПУ применен двигатель Д с широким диапазоном регулирования угловой скорости благодаря питанию его от управляемого преобразователя П, то схема привода будет иметь вид, показанный на рисунке 15.3, б.
По той же схеме в принципе выполняются следящие и следяще-регулируемые приводы подачи, применяемые в контурных системах ЧПУ. При наличии следящего привода СЧПУ подает на преобразователь П, а значит, и на двигатель Д сигнал, который определяется заданной скоростью подачи и разностью между заданными фактическим перемещением. Такая система привода, не только отрабатывает заданное полное перемещение рабочего органа станка (стола С в данном примере), но и воспроизводит любой заданный закон изменения этого перемещения во времени. Следящерегулируемый привод отличается от следящего тем, что при определенном значении перемещения начинает работать как обычный регулируемый привод, обеспечивая заданную скорость подачи на оставшейся части общего перемещения.
На рисунке 15.3, в показана схема шагового привода подачи. В этом случае в качестве двигателя Д используется так называемый шаговый двигатель. От обычных двигателей он отличается тем, что при получении от СЧПУ через блок управления БУ командного импульса поворачивает свой вал на некоторый малый угол - шаг. Число импульсов определяет значение перемещения, а их частота - скорость подачи. Развиваемый шаговым двигателем момент часто недостаточен для перемещения подвижного элемента станка. Поэтому шаговый двигатель работает в подобных случаях совместно с гидроусилителем момента ГУ, который представляет собой мощный гидродвигатель. Шаговый двигатель воздействует на золотниковое устройство гидродвигателя. Как правило, системы с шаговыми двигателями выполняются без обратной связи по положению, т.е. разомкнутыми. Они используются для станков с любыми СЧПУ.
Для следящих приводов станков с ЧПУ большое значение имеет быстродействие двигателя. Оно оценивается отношением вращающего момента М, развиваемого двигателем, к моменту инерции J якоря (ротора) двигателя.
Ход работы
1) Внимательно изучите инструкцию.
2) Начертите общую структурную схему управления станком с ЧПУ - Рисунок 10.2.
3) Опишите все узлы структурной схемы управления станком с ЧПУ.
4) Начертите схемы приводов подачи станков с ЧПУ – Рисунок 15.3.
5) Перечислите группы электроприводов подачи станков с ЧПУ. Опишите каждую группу электроприводов станков с ЧПУ.
6) Ответьте на контрольные вопросы.
Контрольные вопросы
1) Что называют системой программного управления (СПУ), какие бывают СПУ?
2) Что называется системой циклового программного управления (СЦПУ)?
3) Что называется системой числового программного управления (СЧПУ)?
4) На какие группы делятся СЧПУ? Опишите каждую из них.
5) Перечислите способы записи программы для станков с ЧПУ.
6) Какие предъявляются требования к инструменту, применяемому на станках с ЧПУ?
Содержание отчета
1) Номер, тема и цель работы.
2) Общая структурная схема управления станком с ЧПУ - Рисунок 15.2.
3) Описание общей структурной схемы управления станком с ЧПУ.
4) Схемы приводов подачи станков с ЧПУ – Рисунок 15.3.
5) Группы электроприводов подачи станков с ЧПУ. Описание каждой группы электроприводов станков с ЧПУ.
6) Ответы на контрольные вопросы.
Литература
1) Шеховцов, В.П. Электрическое и электромеханическое оборудование [Текст]: учебник/ В.П. Шеховцов. – 2-е издание, - М.: ФОРУМ: Инфра-М, 2013. – 416 с.