ПЗ № 8. Технология сварки (наплавки) кольцевых соединений
Технологические варианты
- сварной шов полностью выполняется ручной аргонодуговой сваркой неплавящимся электродом (рекомендуется при толщине стенки до 3 мм);
- сварной шов выполняется комбинированным способом: корневой шов - ручной аргонодуговой сваркой неплавящимся электродом, а последующие слои - ручной дуговой сваркой покрытым электродом (целесообразен при толщине стенки трубы 4 мм и более).
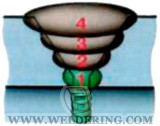
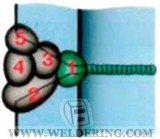
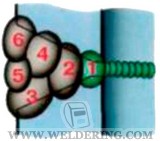
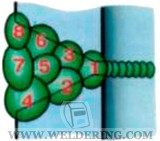
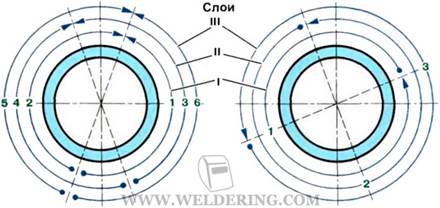
Ориентировочное расположение слоев и валиков (1 - 8) в стыках, сваренных по различным технологическим вариантам
| Вариант | Толщина стенки* свариваемых труб, мм | ||
| До 4 | Свыше 4 до 7 | Свыше 7 до 10 | |
| Комбинированная | Вертикальный стык | ||

| 
| 
| |
| Аргонодуговая | 
| 
| 
|
| Комбинированная | 
| 
| 
|
| Аргонодуговая | 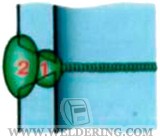
| 
| 
|
* При толщине стенки до 2 мм сечение стыка следует сваривать в один слой
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб - менее 100 мм, толщина стенки - до 10 мм.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке - в зависимости от толщины стенки трубы, а при многопроходной - исходя из высоты валика, которая должна составлять 2 - 2,5 мм. Сварочный ток назначают из расчета 30 - 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Ориентировочные режимы
| Шов | Диаметр W-электрода, мм | Диаметр присадка, мм | Сварочный ток, А | Напряжение на дуге, В | Расход газа, л/мин |
| Корневой | 2-3 | 1,6-2 | 70-110 | 12-16 | 6-8 |
| Заполнения | 3-4 | 2-2,5 | 80-130 | 14-18 | 8-12 |
Минимальные режимы по току в зависимости от марки W-электрода
| Диаметр W-электрода, мм | Постоянный ток (А) полярности | Переменный ток, А | |||||||
| Прямой | Обратной | ||||||||
| ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВЧ | ЭВТ | ЭВЧ | ЭВЛ | ЭВИ | |
| - | - | - | |||||||
| - | - | ||||||||
| - | - | - | |||||||
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка
Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
Сварку трубопроводов из высоколегированных, особенно коррозионностойких, сталей выполняют с защитой корня шва либо подачей аргона внутрь трубы, либо применяя флюс-пасту ФП8-2.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.