«Рассчитаем режимы резания на операцию 20 токарную. Данную операцию выполняем последовательно. Сначала выполняем точение шейки 6 и подрезание торца 3, далее точение шейки 7 и подрезание торца 2» [2].
«Определим припуски t, мм на каждый переход:
t1= 2 мм
t2= 2 мм
Выберем подачу S0, мм/об для каждого перехода [10]:
S01=0,4…0,5 мм/об. Принимаем S01=0,5 мм/об.
S02=0,4…0,5 мм/об. Принимаем S02=0,5 мм/об.
Рассчитаем скорость резания при точении по формуле [10]:
 (5.1)
(5.1)
где T-стойкость резца; при одноинструментальной обработке Т=60 мин
B- ширина фрезерования; для данной операции ширина фрезерования В=30мм
 , (5.2)
, (5.2)
где KMv- коэффициент, учитывающий качество обрабатываемого материала;
Kпv- коэффициент, учитывающий состояние поверхности;
Kиv- коэффициент, учитывающий инструментальный материал;
Кjv- коэффициент, учитывающий влияние главного угла в плане»[4].
Найдем коэффициенты, входящие в формулу (5.1)
Cv=350, xv =0.15, yv =0.35, m=0.2.
KMv=См(750/sв)nv,
где См=1; nv=-1.0
KMv=1*(750/530)=1,41
Kпv=0,9
Kиv=0,4 (для ВК8)
Кjv=0,7
Так как выбранные ранее подачи одинаковы, то значения коэффициентов равны для первого и второго переходов.
Кv1=1.41*0.9*0.4*0.7=0.36
Kv2=1.41*0.9*0.4*0.7=0.36
Рассчитаем скорость резания для каждого перехода:

Рассчитаем частоту вращения шпинделя по формуле:
 (5.3)
(5.3)
Уточним частоты вращения с паспортными данными токарно-винторезного станка 1К62:
n1=n2=630 об/мин

Рассчитаем составляющую силы резания Pz при точении по формуле:
 , (5.4)
, (5.4)
где v –скорость резания,
Кр – поправочный коэффициент на силу резания, зависящий от качества обрабатываемого материала, выражаемого коэффициентом Кмр, величина которого для стали равна: Кмр=1.01
 , (5.5)
, (5.5)
где Кмр, Кjр, Кgр –коэффициенты, учитывающие влияние соответственно свойств материала, главного угла в плане и переднего угла.
Кjр=0,89
Кgр=1,0

Определяем значения коэффициентов для первого и второго переходов
Cp=300; x=1.0;y=0.75;np=-0.15 для обоих переходов одинаковые
Тогда 
«Рассчитываем необходимую мощность резания: N=PzV/(102*60)=(130.4*69.3)/(102*60)=1.48 кВт, что меньше паспортной мощности станка. Из этого следует, что выбранное оборудование удовлетворяет требованиям режимов резания» [4].
Расчет норм времени
В нашем случае следует рассчитать нормы времени на операциях: 10 фрезерно-центровальной, 20 токарной, 130 круглошлифовальной.
Рассчитаем штучное tшт- время на выполнение операции 10 фрезерно-центровальной.
 , (5.10)
, (5.10)
где tо- основное время на переходе;
tвс- вспомогательное время на переходе.
Основное время равно:
 , (5.11)
, (5.11)
где Lрх-величина перемещения инструмента в направлении подачи,
SM- скорость подачи в мм/мин,
 , (6.12)
, (6.12)
где Lрез- длина резания;
yподв- длина подвода;
yврез- длина врезания;
SM=SZ×Z×n, (5.13)
где SZ – подача инструмента, мм/зуб;
Z – число зубьев фрезы;
n – частота вращения шпинделя.
Вспомогательное время равно:
tвсi=tусi+tзоi+tупi+tизi,
где tусi- время на установку заготовки в приспособлении, tуi=0,1 мин
tзоi- время на закрепление и открепление заготовки в приспособлении
tзоi=0,1 мин
tупi- время на
tупi=0,035мин
tизi- время на измерение заготовки, tизi=0,12 мин.
Рассчитаем нормы времени:

SZ=0.15 мм/зуб, z=10, n1=650об/мин,
Lрез=13 мм, yвр+yподв+yп=7 мм.
tвс1=tус1+tзо1+tуп1+tиз1=0,1+0,1+0,035+0,12=0,355 мин

Операционная карта
В приложении представлены операционные карты на операции: токарную, шлифовальную, а также маршрутная карта на весь технологический процесс.
Заключение
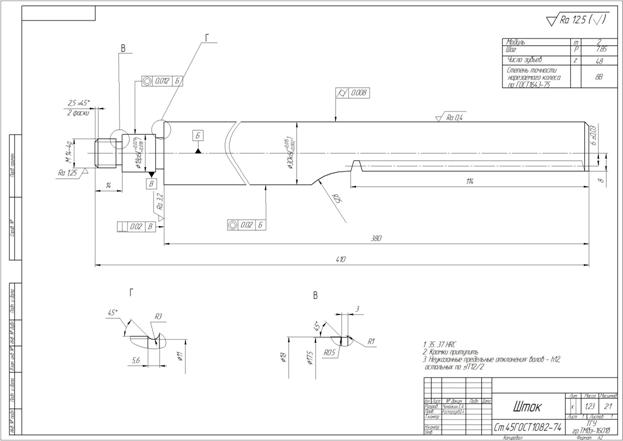
В результате работы спроектированы первые этапы технологии изготовления штока.
список литературы
Косилова А.Г., Мещерякова Р.К. Справочник технолога машиностроителя в 2-х т. – 4-е изд., перераб. и доп. – М.: Машинострорение, 1985. – ил.
Косилова А.Г., Мещерякова Р.К., Калинин М.А. Точность обработки. Справочник технолога. М., «Машиностроение», 1976. 288с. с ил.
Матвеев В.В., Тверской М.М., Бойков Ф.И. и др. Размерный анализ технологических процессов – М.: Машиностроение, 1982. – 264 с., ил.
Сергеев А. В. Размерный анализ технологических процессов изготовления деталей машин: практикум по дисц. "Технология машиностроения" / А. В. Сергеев; ТГУ; каф. "Оборудование и технологии машиностроительного производства". - Тольятти: ТГУ, 2008. - 83 с.
Сергеев А. В. Проектирование рациональных технологических процессов с применением размерного анализа: учеб.-метод. пособие по дисц. "Технология машиностроения" / А. В. Сергеев; ТГУ; каф. "Оборудование и технологии машиностроительного производства". - Тольятти: ТГУ, 2008. - 89 с.
Расторгуев Д. А. Разработка плана изготовления деталей машин: учеб.-метод. пособие / Д. А. Расторгуев; ТГУ; Ин-т машиностроения; каф. "Оборудование и технологии машиностроит. пр-ва". - ТГУ. - Тольятти: ТГУ, 2013. - 51 с.
Расторгуев Д. А. Проектирование технологических операций [Электронный ресурс]: электрон. учеб.-метод. пособие / Д. А. Расторгуев; ТГУ; Ин-т машиностроения; каф. "Оборудование и технологии машиностроит. пр-ва". - Тольятти: ТГУ, 2015. - 140 с.
Pahl, G. Design for Minimum Cost. In: Engineering Design/ Pahl G., Beitz W., Feldhusen J., Grote KH. Springer: London. 2007. – р. 156
Precision machining processes. Springer, Boston, MA. - 2008.- p. 215
| Разраб. | Чичайкин | ТГУ | |||||||||||||||||||||||||||||
| Провер. | Расторгуев | ||||||||||||||||||||||||||||||
| Утв. | Вал | КП | |||||||||||||||||||||||||||||
| Н. контр. | |||||||||||||||||||||||||||||||
| М01 | Сталь 35 | ||||||||||||||||||||||||||||||
| М02 | Код | ЕВ | МД | ЕН | Н. расх. | КИМ. | Код загот. | Профиль и размеры | КД | МЗ | |||||||||||||||||||||
| 0,98 | Æ35´194 | 1 1,43 | |||||||||||||||||||||||||||||
| А | Цех. | Уч. | РМ | Опер. | Код, наименование операции | Обозначение документа | |||||||||||||||||||||||||
| Б | Код, наименование оборудования | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тпз. | Тшт. | |||||||||||||||||||
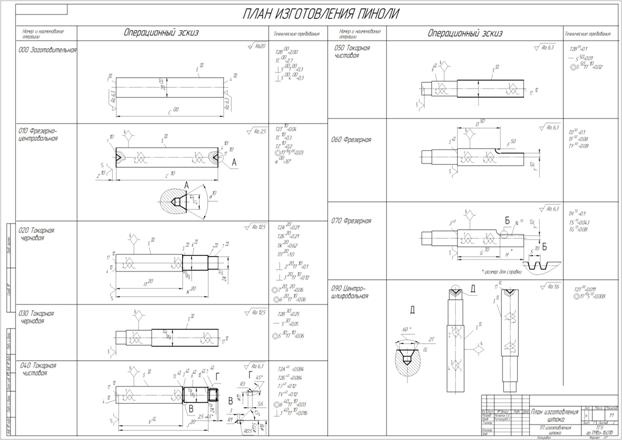
| А03 | Заготовительная | ||||||||||||||||||||||||||||||
| Б04 | КГШП | ||||||||||||||||||||||||||||||
| А06 | 4269 Фрезерно-центровальная | 0,1 | |||||||||||||||||||||||||||||
| Б07 | 381114 Фрезерно-центровальный п/а МР-71М | ||||||||||||||||||||||||||||||
| Т08 | Тиски самоцентрирующиеся с призматическими губками ГОСТ12195-66; Фреза торцовая ГОСТ 22085-76, Сверло центровочное ГОСТ 14952-75 Штангенциркуль ШЦ – 1 ГОСТ 160 – 80 | ||||||||||||||||||||||||||||||
| А10 | 4110 Токарная | 0,75 | |||||||||||||||||||||||||||||
| Б11 | 381111 Токано-винторезный 16К20Ф3 | ||||||||||||||||||||||||||||||
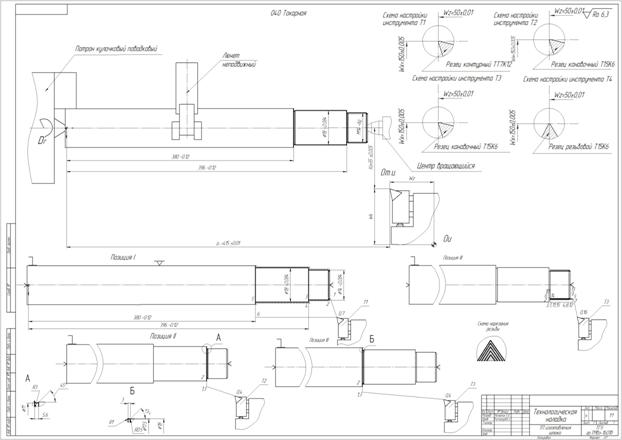
| Т12 | Патрон поводковый, центр вращающийся ГОСТ 8742-75, резец подрезной ГОСТ 18880-73; Штангенциркуль ШЦ – 1 ГОСТ 160 – 80 | ||||||||||||||||||||||||||||||
| Точить пов. 6 в размер Æ31-0,21; пов. 7 в размер Æ27-0,21; подрезать торцы пов. 2, 3 | |||||||||||||||||||||||||||||||
| А14 | 4110 Токарная | 1,41 | |||||||||||||||||||||||||||||
| Б15 | 381133 Токарный станок 16К20Ф3 | ||||||||||||||||||||||||||||||
| Т16 | Патрон трехкулачковый самоцентрирующийся, тип 1 ГОСТ 2675-80, резец проходной ГОСТ 18869-73; Штангенциркуль ШЦ – 1 ГОСТ 160 – 80 | ||||||||||||||||||||||||||||||
| Точить пов. 5 в размер Æ32,5-0,25 | |||||||||||||||||||||||||||||||
| А19 | 4110 Токарная | 1,45 | |||||||||||||||||||||||||||||
| Б20 | 381111 Токарный станок с ЧПУ 16К20Ф3 | ||||||||||||||||||||||||||||||
| Т21 | Патрон трехкулачковый самоцентрирующийся, тип 1 ГОСТ 2675-80, резец канавочный, резец подрезной ГОСТ 18880-73 | ||||||||||||||||||||||||||||||
| Точить пов. 6 в размер Æ28-0,084; пов. 7 в размер Æ25-0,084; подрезать торцы пов. 2, 3; точить канавки пов. 13, 10 | |||||||||||||||||||||||||||||||
| А24 | 4110 Токарная | 1,45 | |||||||||||||||||||||||||||||
| Б25 | 38133 Токарный станок 1712П | ||||||||||||||||||||||||||||||
| Т26 | Патрон поводковый, центр вращающийся ГОСТ 8742-75, резец подрезной ГОСТ 18880-73; | ||||||||||||||||||||||||||||||
| Штангенциркуль ШЦ – 1 ГОСТ 160 – 80; Микрометр МК-50 ГОСТ6507-78 | |||||||||||||||||||||||||||||||
| Точить пов. 5 в размер Æ31-0,1 | |||||||||||||||||||||||||||||||
| МК | |||||||||||||||||||||||||||||||
| А | Цех. | Уч. | РМ | Опер. | Код, наименование операции | Обозначение документа | ||||||||||||
| Б | Код, наименование оборудования | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тпз. | Тшт. | ||||||
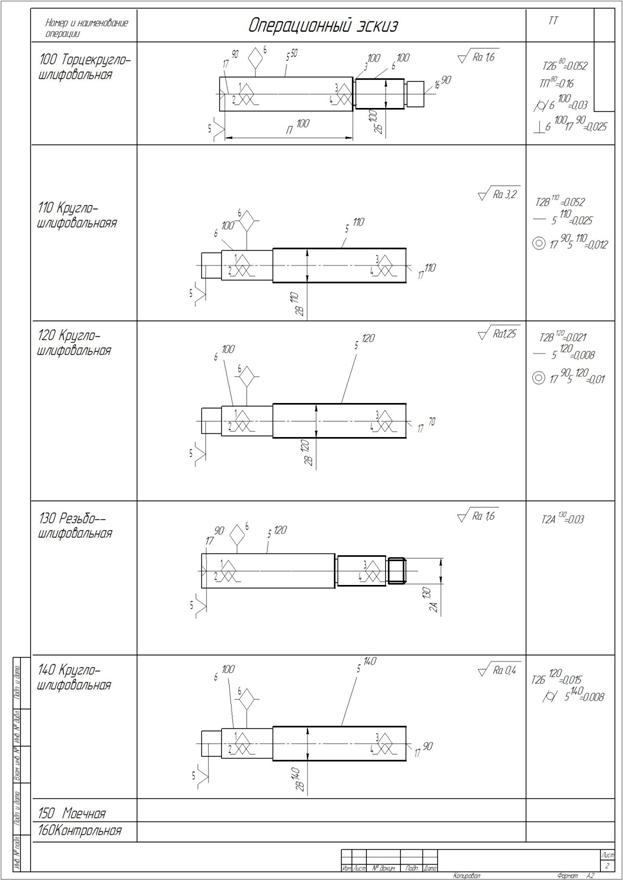
| А01 | 4131 Круглошлифовальная | 0,28 | ||||||||||||||||
| Б02 | 381631 Круглошлифовальный станок 3В151А | |||||||||||||||||
| Т03 | Патрон поводковый. Центр вращающийся ГОСТ 8740-75; Круг шлифовальный ПП 400´100´150; Микрометр МК-50 ГОСТ 6507-78 | |||||||||||||||||
| Шлифовать шейку пов. 5 по размеру Æ30,2(-0,021) | ||||||||||||||||||
| А06 | 4131 Круглошлифовальная | 0,276 | ||||||||||||||||
| Б07 | 381631 Круглошлифовальный станок 3В151А | |||||||||||||||||
| Т08 | Патрон поводковый. Центр вращающийся ГОСТ 8740-75; Круг шлифовальный ПП 400´100´150; Скоба рычажная СР | |||||||||||||||||
| Шлифовать шейку пов. 5 по размеру Æ30(-0,02) | ||||||||||||||||||
| А11 | 4191 Полировальная | 0,03 | ||||||||||||||||
| Б12 | 381631 Круглошлифовальный станок 3В151А | |||||||||||||||||
| Т13 | Патрон поводковый. Центр вращающийся ГОСТ 8740-75; Круг полировальный ПП 400´100´150; Скоба рычажная СР | |||||||||||||||||
| Полировать шейку пов. 5 до шероховатости Ra=0,4 мкм | ||||||||||||||||||
| А16 | Моечная | |||||||||||||||||
| Б17 | Моечная машина | |||||||||||||||||
| Т18 | ||||||||||||||||||
| Контрольная | ||||||||||||||||||
| А21 | ||||||||||||||||||
| Б22 | ||||||||||||||||||
| Т23 | ||||||||||||||||||
| МК | ||||||||||||||||||
| А | Цех. | Уч. | РМ | Опер. | Код, наименование операции | Обозначение документа | ||||||||||||
| Б | Код, наименование оборудования | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тпз. | Тшт. | ||||||
| А01 | 4261 Фрезерная | 1,2 | ||||||||||||||||
| Б02 | 381631 Вертикальный шпоночно-фрезерный станок 692М | |||||||||||||||||
| Т03 | Тиски самоцентрирующиеся с призматическими губками ГОСТ12196-66; фреза дисковая ГОСТ 18372-73; штангенциркуль ШЦ-1 ГОСТ 160-80 | |||||||||||||||||
| О04 | Фрезеровать паз пов. 9, 8, выдержав ширину 8±0,36 мм, длину 22±0,52 мм | |||||||||||||||||
| А06 | Термообработка | |||||||||||||||||
| Б07 | Печь шахтная | |||||||||||||||||
| Т08 | ||||||||||||||||||
| 4269 Центрошлифовальная | 1,21 | |||||||||||||||||
| А11 | ||||||||||||||||||
| Б12 | 381131 Центрошлифовальный станок 3922 | |||||||||||||||||
| Т13 | Приспособление специальное; Головка шлифовальная алмазная АГКУ коническая ГОСТ 2447-82; Шаблон | |||||||||||||||||
| Шлифовать центровые отверстия по размеру Æ6,3´13,2 | ||||||||||||||||||
| А16 | ||||||||||||||||||
| Б17 | 4131 Торцекруглошлифовальная | 11,7 | ||||||||||||||||
| Т18 | 381631 Торцекруглошлифовальный станок 3Б153Т | |||||||||||||||||
| Патрон поводковый. Центр вращающийся ГОСТ 8740-75; Круг шлифовальный ПП 350´40´127 ГОСТ 2424-83; Штангенциркуль ШЦ-1 ГОСТ 160-80 | ||||||||||||||||||
| Шлифовать шейку пов. 6 по размеру Æ27(-0,084), торец пов. 3 по размеру 67±0,06 | ||||||||||||||||||
| А21 | ||||||||||||||||||
| Б22 | 4131 Круглошлифовальная | 0,252 | ||||||||||||||||
| 381631 Круглошлифовальный станок 3М151 | ||||||||||||||||||
| А24 | Патрон поводковый. Центр вращающийся ГОСТ 8740-75; Круг шлифовальный ПП 400´50´150 ГОСТ 2424-83; Штангенциркуль ШЦ-1 ГОСТ 160-80 | |||||||||||||||||
| Б25 | Шлифовать шейку пов. 5 по размеру Æ30,5(-0,052) | |||||||||||||||||
| Т26 | ||||||||||||||||||
| МК | ||||||||||||||||||
| Разработ. | Чичайкин | ТГУ | 60140. **001 | ||||||||||||||||||||||||||
| Проверил | Расторгуев | ||||||||||||||||||||||||||||
| Нормоконт. | Шток | КР | |||||||||||||||||||||||||||
| Утвердил | |||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Вид и размеры заготовки | МЗ | ОИД | ||||||||||||||||||||||
| 4110 токарная | 02 сталь | 207 HB | кг | 0,98 | 32 прокат Æ 35´194 | 1,43 | 1 | ||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | ТВ | ТПЗ | ТШТ | СОЖ | |||||||||||||||||||||||
| 3816 Токарно-винторезный МК-604 | 0,17 | 0,05 | 0,52 | Эмульсия ВЕЛС 2% раствор | |||||||||||||||||||||||||
| D(в)мм | Lмм | tмм | i | Szмм/зуб | S0мм/об | Sммм/мин | n1об/мин | v1м/мин | n об/мин | v м/мин | |||||||||||||||||||
| О01 | 1.Установить заготовку | ||||||||||||||||||||||||||||
| Т02 | 396110(6) Патрон трехкулачковый | ||||||||||||||||||||||||||||
| О03 | 1.Точить шейки 6, 7 подрезать торцы 2, 3 согласно эскизу | ||||||||||||||||||||||||||||
| Т04 | 3918(2) Резец специальный ВК8 | ||||||||||||||||||||||||||||
| Т05 | 3933Штангенциркуль ШЦ-1 0-125 ГОСТ 160-80 | ||||||||||||||||||||||||||||
| Р06 | 35 | 2/4 | 1 | 0,4 | 326 | 815 | 90 | ||||||||||||||||||||||
| О11 | 2.Снять заготовку | ||||||||||||||||||||||||||||
| ОК | |||||||||||||||||||||||||||||