Тема: Ходовая часть.
Конспект.
Последовательность технологического процесса диагностирования амортизаторов.
От работоспособности амортизаторов зависят плавность хода, устойчивость и безопасность движения автомобиля. Недостаточная плавность хода, возникающая при неисправной работе амортизаторов и сопровождаемая частыми «пробоями» и раскачкой автомобиля, снижает комфортность, увеличивает динамические нагрузки на элементы автомобиля и сокращает срок их службы, способствует неравномерному износу протекторов шин и т.д.
На авторемонтных предприятиях осуществляется в основном проверка снятых амортизаторов на небольших силовых установках, приводя их в действие (по синусоидальному закону) с помощью кривошипного механизма, с переменным ходом и частотой вращения, определяя графическим путем зависимость силы сопротивления от перемещения амортизатора. Но для целей диагностики в АТП и на СТОА используют метод быстрого обнаружения неисправностей амортизаторов непосредственно на автомобиле — на специальных стендах. Существуют два типа таких стендов: первый позволяет создавать длительные колебания колеса с переменной частотой, при которых наступает
о
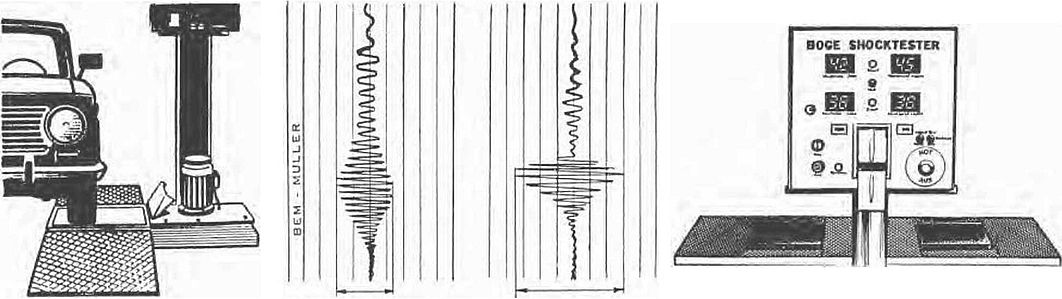
резонанс, амплитуда которого является оценочным параметром; второй создает кратковременные колебания и фиксирует количество циклов затухания колебаний. Например, для отечественных легковых автомобилей среднего класса амплитуда резонансных колебаний не должна превышать 50 мм, а количество затухающих колебаний должно быть не более одного полуцикла. Стенд отечественного производства мод. К-491 практически идентичен по конструкции стенду фирмы «Боге» (Германия) (рис. 6.35). Эти стенды относятся к первому типу. Площадки с колесами автомобиля приводятся в колебательное движение через пружины (работающие на сжатие) с помощью эксцентриковых вибраторов, соединенных с электродвигателями. Проверка амортизаторов (правого или

Рис. 6.35. Стенд для проверки амортизаторов:
1 — рычаг; 2,8 — электродвигатель; 3 — самописец; 4 — регулировочный винт; 5 — пружина; 6 — диаграммные диски; 7 — маховик; 9 — устройство для преобразования вращательного движения вала в колебательное; 10 — рама; 11 — платформа для въезда автомобиля
левого) осуществляется поочередно. После пуска одного из вибраторов он выключается нажатием кнопки через 2—3 с, а через 10 с реле включает привод вращения диаграммного диска и самописец — запись диаграммы резонансных колебаний длится 5 с, после чего стенд автоматически выключается. левого) осуществляется поочередно. После пуска одного из вибраторов он выключается нажатием кнопки через 2—3 с, а через 10 с реле включает привод вращения диаграммного диска и самописец — запись диаграммы резонансных колебаний длится 5 с, после чего стенд автоматически выключается.
Комбинированные стенды зарубежных фирм позволяют производить замер как амплитуд резонансных колебаний, так и количества затухающих циклов, а измеряемые параметры выдаются в виде цифровой индикации на табло и на талонах диаграмм
Конспект.
Технология ремонта рессор.
У рессор могут быть следующие дефекты:
-изменение стрелы прогиба (осадка)
-поломка листов,
-потеря упругости,
-срезание центрового болта,
-износ пальцев и втулок в ушках рессор и кронштейнах,
-износ кронштейнов под торцами ушков рессоры.
Для устранения дефектов снятую рессору разбирают, листы промывают в щелочном растворе и подвергают контролю и сортировке. Сломанные листы и листы, имеющие трещины, заменяют новыми.
Прогиб рессор устанавливается шаблонами. Если имеется небольшое уменьшение стрелы прогиба в сравнении с номинальной стрелой, то осуществляют правку листов в холодном состоянии. При уменьшении стрелы прогиба больше половины её величины производят правку листов, предварительно нагрев их до температуры 700—800°С. Затем листы подвергают закалке в масле и отпуску до требуемой твердости. Перед сборкой листы рессоры смазывают графитовой смазкой или смесью, состоящей из 30% универсальной консистентной смазки УС, 30% графита «П» и 40% трансформаторного масла.
Изношенные втулки коренного листа развертывают под увеличенный рессорный палец или заменяют новыми. Гладкие рессорные пальцы восстанавливают до номинального размера хромированием или шлифуют на меньший размер под ремонтные втулки.Изношенные втулки коренного листа развертывают под увеличенный рессорный палец или заменяют новыми. Гладкие рессорные пальцы восстанавливают до номинального размера хромированием или шлифуют на меньший размер под ремонтные втулки.{loadmoduleid 102}{loadmoduleid 104}
Изношенные втулки в ушках рессор и кронштейнах выпрессовывают и заменяют. Гладкие рессорные пальцы при небольшом износе шлифуют под ремонтный размер. При износе более 1,5 мм пальцы заменяют новыми.
Износ кронштейнов под торцами ушек рессоры устраняется шайбами, которые устанавливают на палец крепления рессоры.
Рессорные листы, утратившие форму в значительной степени, нагревают до температуры 700-800°С и правят по шаблону. После правки листы нагревают до температуры 850-880°С и закаливают в масле, нагретом до температуры 60°С, а затем подвергают отпуску при температуре 450-500°С. Рекомендуется для повышения усталостной прочности и срока службы рессорные листы подвергать дробеструйной обработке или прокатывать на специальном стенде.
Перед сборкой рессоры листы тщательно очищают, смазывают графитной смазкой, надевают на специальный стержень (вместо центрового болта) и сжимают в тисках или струбцинками. После этого стержень вынимают, вместо него вставляет центровой болт, затягивают до отказа его гайку и ставят хомутики.
Если в конструкции рессоры центровой болт не предусмотрен, то при сборке ее необходимо совмещать выступы верхних листов с углублениями нижних листов и стягивать листы хомутиками.
Собранные рессоры должны быть испытаны на стенде. Перед испытанием осуществляют осадку рессоры под определенной нагрузкой. Собранную рессору устанавливают на прессе и шпинделем нажимают на середину до полного выпрямления рессоры (стрела прогиба равна нулю). Затем рессору постепенно освобождают, измеряют стрелу прогиба и еще раз нажимают на нее до выпрямления. Повторная осадка рессоры той же нагрузкой не должна изменить стрелу прогиба. При уменьшении стрелы прогиба рессора непригодна к эксплуатации. Величина нагрузки стрелы прогиба указана в технических условиях на ремонт, сборку и испытание агрегатов и автомобилей.
Ремонт рамы
Николай, 15 февраля 2013
Ремонт рамы
Наиболее часто встречающимися дефектами рамы являются:
погнутость балок
погнутость передних клыков
трещины балок
расшатывание заклепочных соединений
Погнутость продольных балок рамы в горизонтальной и вертикальной плоскостях вызывает смещение осей отдельных агрегатов и нарушает их нормальную работу. Наличие погнутости обычно определяют на глаз при помощи метровой линейки. Погнутые места выправляют в холодном состоянии специальными приспособлениями.
Выправленные места проверяют прикладыванием к балке рамы метровой линейки. Погнутость и трещины появляются в результате неправильной эксплуатации автомобиля (перегрузки, неправильной буксировки и т.п.), чрезмерной жесткости рессор, усталости металла.
Погнутость передних клыков вызывает смещение передних рессор и как следствие этого усиленный износ шин и затруднения в управлении автомобилем (тянет в сторону). Для проверки наличия и характера погнутости клыков в отверстия правого и левого рессорных кронштейнов пропускают металлический прямой прут.
Диаметр прута должен соответствовать диаметру отверстий кронштейнов. Если прут свободно проходит в отверстия, значит клыки не погнуты. В противном случае их необходимо выправить. Для правки погнутое место обкладывают древесным углем, который разжигают паяльной лампой. После прогрева клыки правят при помощи домкрата и цепи или специальным правочным прессом.
Трещины балок рамы обнаруживаются осмотром. Небольшие трещины заваривают электродуговой или газовой сваркой. Заварка рам, имеющих поперечные трещины, прохотящие через весь профиль, или продольные трещины более 450 мм без усилительных накладок или коробок не допускается. При наличии больших трещин раму ремонтируют следующими способами:
Изготовляют специальную коробку по внутренним размерам балки рамы и вставляют ее плотно в раму в нагретом состоянии, затем заваривают поврежденное место и к раме приваривают коробку.
Изготовляют коробку, просверливают в ней отверстия для заклепок, коробку вставляют плотно в балку рамы и, пользуясь коробкой как кондуктором, просверливают отверстия в раме. Затем приклепывают коробку к балке рамы стальными заклепками, которые предварительно нагревают до температуры 1000—1100°.
При выполнении ремонта указанными способами особое внимание следует уделять плотной подгонке коробок, иначе балка рамы будет ослаблена. Иногда ремонт производят устанавливая накладку толщиной 8—10 мм и приваривая ее к балке рамы по периметру.
Ослабление заклепочных соединений определяют простукиванием молотком. При ослабевших заклепках слышен дребезжащий звук. Головки ослабевших заклепок срубают кузнечным зубилом, а стержни заклепок выбивают бородком.{loadmoduleid 102}
Если отверстия под заклепки изношены и имеют неправильную форму, то их развертывают под увеличенный размер заклепок. Нагретую до температуры 1000—1100° заклепку вгоняют в подготовленное отверстие легкими ударами, под ее головку устанавливают упор и через обжимку частыми и сильными ударами расклепывают конец заклепки. После остывания проверяют качество клепки ударами молотка. Около заклепок звук должен быть чистым, без дребезжаний. В противном случае клепку следует произвести снова.
При капитальном ремонте автомобиля рамы полностью разбирают, детали промывают и тщательно осматривают. Для разборки заклепочных соединений рамы применяют пневматические рубильные молотки, газовую резку и воздушно-дуговую резку угольными электродами. После среза головки заклепку выбивают из отверстия. Негодные детали рамы заменяют новыми. Погнутые балки или поперечины правят в холодном состоянии на прессе или специальном стенде. Качество правки контролируют поверочными линейками и шаблонами.
Трещины на деталях рамы устраняют заваркой с постановкой или без постановки до- полнительных деталей. Усталостную трещину перед сваркой прорезают, обеспечивая зазор, и сваривают встык. При трещинах, проходящих через отверстие для заклепок крепления поперечин, вырезают поврежденный участок и приваривают дополнительную деталь. Ослабленные заклепки срубают и вместо них устанавливают новые.
Перед постановкой новых заклепок проверяют состояние отверстия. Изношенные отверстия и отверстия, у кромок которых имеются трещины, заваривают. После зачистки поверхности и шва сверлят отверстия диаметром на 1 мм меньше номинального. На прессе раздают отверстие до номинального размера и упрочняют с двух сторон кромки.
После восстановления все участки, подвергавшиеся ремонту, зачищают, покрывают масляной грунтовкой и подкрашивают.
При сборке рам применяют гидравлическую клепальную установку состоящую из гидравлического привода, арматуры и скобы с силовой головкой. В корпусе установки расположены масляный бак, масляный насос, реверсивный золотник с электромагнитами, реле давления и другие приборы. При помощи шлангов 5 масляный насос соединен с силовой головкой 1, укрепленной на скобе 6. За скобу силовую головку подвешивают на рабочем месте к крану-укосине или монорельсу через уравновешивающий механизм.
Силовая головка имеет мультипликатор для повышения давления. По шлангам 5 подается масло под давлением 140 кгс/см2, а мультипликатор повышает его до 1000 кгс/см2. Под таким давлением масло поступает в рабочий цилиндр скобы и приводит в движение поршень, связанный с бойком скобы.