Лекала-эталоны хранят в экспериментальном цехе при умеренных температуре и влажности, оберегая их от усадки. Все лекала хранят в подвешенном виде покомплектно.
Раскрой материалов в производстве выполняют по контурам разложенных лекал.
Раскладка лекал — сложный процесс, требующий определенных знаний, навыков и выполнения технических условий. Технические условия (требования) на раскладку лекал — это правила, соблюдение которых закладывает основы высокого качества готовой одежды и экономичного расходования материала. Они состоят в следующем.
Для раскладки лекал применяют рабочие лекала, утвержденные отделом технического контроля (ОТК) или отделом управления качеством (ОУК); при этом учитывают направление ворса, начеса, рисунок ткани, направление нитей или утка, допускаемые надставки и отклонения.
На тканях гладкокрашеных, в полоску, в клетку (без начеса и оттенка), с неярко выраженным рисунком лекала деталей каждого изделия допускается раскладывать в противоположных направлениях.
На тканях гладкокрашеных с оттенком, а также на тканях с ворсом и с начесом лекала раскладывают так, чтобы все детали одного изделия лежали в одном направлении. Это предотвращает разнооттеночность в деталях готового изделия.
При использовании ткани в полоску и клетку при раскладке лекал необходимо на некоторые детали предусмотреть дополнительные припуски для последующей подгонки их по рисунку ткани: на полочках — по срезу борта; на подбортах — по внеш356
ним срезам лацканов; на спинке — по средним срезам; на клапанах, накладных карманах, листочках накладных и прорезных карманов, воротнике, хлястике — по верхнему и боковым срезам. Для подгонки рисунка ткани при выкраивании перечисленных деталей в раскладках предусматривают припуски в размере половины, трех четвертей или полного раппорта рисунка.

Разрезные спинки и подборта можно выкраивать без припуска, располагая детали вдоль одной из кромок ткани или совмещая симметричными срезами друг к другу (без припуска на подгонку рисунка). Такое расположение частей разрезных спинок, верхних частей подбортов экономит материал и вместо сложной подгонки рисунка требует лишь разрезать детали по месту их совмещения.
В раскладке лекала должны располагаться в строгом соответствии с указанными на них направлениями нитей основы или с отклонением от этих направлений не более, чем это допустимо в каждой детали. Допускаемые отклонения выражены в процентах к длине детали (рис. 5.1). На лекалах они показаны двумя линиями (АВ и АГ), выходящими из точки конца долевой линии на лекале (точка А). Отклонение от долевого направления, мм, рассчитывают так:
Наименьшие допускаемые значения от направления нити основы установлены для ответственных деталей (полочки, передние половинки брюк и др.) и наибольшие — для деталей менее ответственных и невидимых с лицевой стороны (нижние части рукавов, подзоры и т. п.). Для деталей из тканей с рисунком в полоску допускаемые отклонения резко сокращаются, а для ответственных деталей не допускаются совсем.
Величину допускаемых отклонений установили, исходя из вида и свойств материалов, а также с учетом растяжения материалов при настилании, способа настилания, способа перенесения контуров лекал на поверхность настила и разрезания материала, высоты настила, особенностей поверхности материала и др.
Выделяют четыре группы материалов: ткани чистошерстяные и полушерстяные; материалы, дублированные искусственным мехом; искусственный мех; плащевая ткань. По ним определены


оптимальные величины допускаемых отклонений отдельно для лекал и для деталей кроя.
Расположение лекал в раскладке контролируют, определяя разницу расстояний от концов линии долевого направления данного лекала до кромки материала (АД — BE). Если эта разница находится в пределах отрезка ВГ, лекало лежит в раскладке правильно.
Раскладку лекал выполняют с учетом допускаемых надставок. На рис. 5.2 детали и надставки к ним обозначены одинаковыми цифрами. Надставки имеют припуски на швы притачивания.
На формоустойчивом трикотажном полотне лекала укладывают только в одном направлении — противоположном направлению роспуска петель. Длина раскладки лекал не должна превышать 5—6 м во избежание значительных отклонений в деталях кроя из-за деформации трикотажного полотна при настилании.
Обводку контуров лекал в раскладке на ткани выполняют тонко заточенным мелом, а на бумаге — карандашом или шариковой ручкой, совмещая линию обводки с контуром лекала. Если материал светлый и пестрый, обводку лекал выполняют по бумаге. Линии обводки должны быть четкими толщиной до 2 мм для мела и 1 мм для карандаша. Эти требования соответствуют установленным допускам отклонений по срезам кроя. Расстояние между смежными ответственными контурами лекал должно быть не менее 2 мм.
При выполнении раскладки лекал необходимо соблюдать комплектность деталей и их принадлежность к правой или левой стороне изделия.
Раскладка лекал должна выполняться самым экономичным способом так, чтобы оставалось как можно меньше межлекальных отходов.
Межлекальные отходы — это нежелательные зазоры между лекалами в раскладке. На все виды швейных изделий установлены максимально допустимые величины межлекальных отходов, выраженные в процентах к площади всей раскладки. Каждое предприятие стремится найти пути сокращения этих потерь без нарушения технических требований на выполнение раскладки лекал. Сокращение межлекальных отходов уменьшает расход материала и его стоимость на единицу изделия, что ведет к снижению себестоимости выпускаемой продукции. Постоянный поиск путей сокращения межлекальных отходов материалов — одна из главных задач эксперк ентального производства и группы раскладчиков и обмеловщиков.
Продукция швейных предприятий должна иметь точное назначение по месту ее использования и соответствовать полнотно-воз-растным группам населения данного экономического района.
Полнотно-возрастные группы включают различные типы фигур в определенном процентном отношении. На основании этих соотношений составлены шкалы типовых фигур, определяющие удельный вес (в процентах) каждого размера и роста в рассматриваемой пол-нотно-возрастной группе.
При массовом изготовлении одежды выполнение заказов в соответствии с размерно-ростовочной таблицей имеет очень важное значение для удовлетворения спроса потребителей на одежду различных размеров и длин,
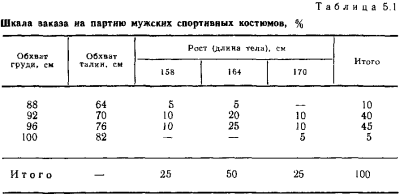
Предприятия, выполняя заказы торгующих организаций, выпускают продукцию в соответствии со шкалой заказа (табл. 5.1). Специализированные предприятия выполняют заказ по шкале типоразмеров в соответствии с указанием в техническом описании на модель.