Нарезание наружной резьбы
Резьбовые соединения являются одним из самых распространенных видов соединений. В машиностроении около 80 % деталей либо имеют резьбовые поверхности, либо их крепление осуществляется с помощью резьбовых изделий.
Основными достоинствами резьбовых соединений являются сравнительно легкая сборка-разборка и высокий уровень взаимозаменяемости изделий.
К недостаткам резьбовых соединений можно отнести усложнение конструкции и технологии (обработка резьбовых поверхностей требует применения специального оборудования и инструмента, усложняется контроль деталей).
Нарезанием резьбы называется образование резьбы снятием стружки наружных или внутренних поверхностей заготовок деталей.
Резьба бывает двух видов - наружная и внутренняя.Резьба бывает - правая и левая.
Основные элементы резьбы: профиль резьбы, угол профиля, высота профиля, шаг
резьбы, наружный и внутренний диаметр.
Ниткой (витком) называется часть резьбы при одном полном обороте профиля.
Профиль резьбы - трех угольная, прямоугольная, трапециевидная, круглая.
Ходом резьбы - называют осевое перемещение винта на один оборот.
Тины резьбы - метрическая и дюймовая метрическую резьбу делят на резьбы с
крупным шагом М20 (число наружного) и мелким шагом М20х1,5 (шаг резьбы)
Дюймовая резьба (трубная) 1=25,4мм шаг выражается числом ниток на длину.
Резьбы на деталях получают - нарезанием на сверлильных станках, токарных,
резьбонарезных и вручную. Внутреннюю резьбу нарезают метчиками, а наружную - плашками прогонками.
Наружная метрическая, дюймовая и трубная цилиндрическая и коническая резьбы нарезаются вручную или на станках плашками.
При нарезании резьбы плашкой надо помнить, что в процессе резания поверхностные слои стержня заготовки испытывают пластическую деформацию и диаметр стержня увеличивается. Поэтому при выборе диаметра стержня под наружную резьбу необходимо руководствоваться следующим: если диаметр выполнен больше требуемого, то увеличивается давление на зубья плашки, что приводит к срыву резьбы либо поломке зубьев плашки. При значительно меньшем диаметре стержня резьба не будет иметь полного профиля. Для получения качественной резьбы диаметр стержня выбирают из табл. 10.2 или принимают на 0,1...0,3 мм меньше наружного диаметра резьбы.
На конце стержня снимают направляющую фаску и сам стержень зажимают в тисках так, чтобы нарезаемая часть располагалась на 15...20 мм выше уровня губок тисков.
Таблица 10.2
Диаметры стержней под резьбу при нарезании плашками
| Диаметр резьбы, мм | Шаг Р, мм | Наибольший диаметр стержня, мм | Допуск, мм |
| 0,4 | 1,94 | -0,06 | |
| 0,5 | 2,94 | -0,06 | |
| 0,7 | 3,92 | -0,08 | |
| 0,8 | 4,92 | -0,08 | |
| 1,0 | 5,92 | -0,08 | |
| 1,25 | 7,90 | -0,10 | |
| 1,5 | 9,90 | -0,10 | |
| 1,75 | 11,88 | -0,12 | |
| 2,0 | 13,88 | -0,12 | |
| 2,0 | 15,88 | -0,12 | |
| 2,5 | 17,88 | -0,12 | |
| 2,5 | 19,88 | -0,14 |
Безопасность труда при нарезании резьбы.
При нарезании резьбы метчиком на станке следует пользоваться правилами безопасности труда при работе на сверлильных станках. При на резании резьбы метчиками или плашкам» вручную в деталях с острыми краями, кромками следят при повороте воротка не поранить руки. При поломки метчика, удаляют из отверстия плоскогубцами или ручными тисками вывертывают обломок. Стружку сметают только щеткой.
в) закрепление материала по вводному инструктажу
Причины брака при нарезании резьбы.
При нарезании резьбы встречаются различные виды брака. Наиболее распространенные из них — поломка метчика в отверстии, рваная резьба, неполная резьба, срыв резьбы и др.
Поломка метчика в отверстии может происходить вследствие невнимательности работающего, от работы затупившимся метчиком и от забивания канавок метчика отходящей стружкой. Поломка метчика требует большой затраты времени на его извлечение и, кроме того, портит резьбу, а иногда даже приводит к браку детали. Для предотвращения поломки необходимо работать правильно, пользоваться исправным и острым метчиком, чаще вынимать метчик для удаления стружки.
Рваная резьба обычно получается при работе тупым метчиком или плашкой, при отсутствии смазки и неправильной установке метчика или плашки относительно нарезаемой детали. Для устранения этого вида брака следует применять правильно заточенные острые метчики и плашки, пользоваться смазкой и правильно, без перекосов устанавливать режущий инструмент.
Неполная резьба получается тогда, когда диаметр отверстия под резьбу больше, чем это требуется для данных условий работы (материала детали и размера резьбы), а также когда диаметр стержня под резьбу меньше установленного по чертежу. При правильно выбранном и выполненном диаметре отверстия для внутренней резьбы и диаметре стержня для наружной резьбы этот вид брака исключается.
Срыв резьбы происходит в тех случаях, когда диаметр просверленного отверстия под резьбу меньше требуемого, либо же диаметр стержня под наружную резьбу больший, чем это предусмотрено, когда применяется тупой метчик или тупые плашки и когда стружка забивается в канавки. Для устранения срыва резьбы необходимо выбирать правильный диаметр отверстия и стержня, применять метчики и плашки с острыми режущими кромками, чаще очищать их от стружки.
Круглую плашку устанавливают в плашкодержатель — вороток для круглых плашек (рис. 10.21), имеющий в корпусе 1 гнездо 3 для плашки и нарезанные отверстия с винтами 2 для ее крепления. Для этого на цилиндрической поверхности плашки имеются конические углубления и клиновой паз. Затем закрепляют плашку в плашкодержателе стопорными винтами. Перед нарезанием необходимо смазать стержень машинным маслом, наложить плашку на конец стержня и, нажимая на корпус плашкодержателя ладонью правой руки,
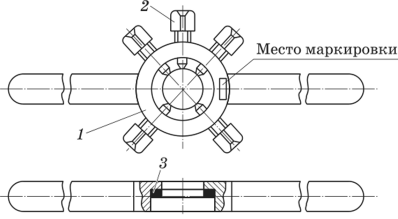
Рис. 10.21. Плашкодержатель:
1 — корпус; 2 — винты; 3 — гнездо
левой вращать его за рукоятку по ходу часовой стрелки до врезания плашки в стержень на два-три витка. Убедившись, что плашка соосна стержню, продолжают плавное вращение плашкодержателя обеими руками за рукоятки так, как при нарезании метчиком, т.е. один-два оборота вправо и пол-обо- рота влево (рис. 10.22). При нарезании следует периодически смазывать стержень.
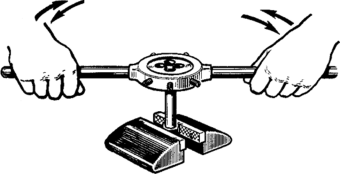
Рис. 10.22. Нарезание резьбы плашкой
Снимают плашку со стержня вращением в обратную сторону.
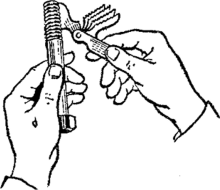
Рис. 10.23. Контроль шага резьбы шаблоном
Качество нарезанной резьбы проверяют резьбовыми калибр-кольцами и резьбовыми шаблонами (рис. 10.23).
Круглыми плашками резьбу нарезают за один проход. Для получения более качественной резьбы диаметром свыше 12 мм ее рекомендуется нарезать сначала частично изношенной плашкой (черновой), а затем новой (чистовой).
Плашками нарезают резьбу по 8-му и 9-му квалитетам точности.
При массовом изготовлении болтов, шпилек, винтов резьба на них нарезается на резьбонарезных и резьбонакатных станках. Нарезаемый стержень 3 (рис. 10.24) устанавливается между подвижной 2 и неподвижной 1 плашками, представляющими собой пластины с развернутыми витками резьбы. При перемещении подвижной плашки на стержне, прокатываемом между плашками, выдавливается резьба.
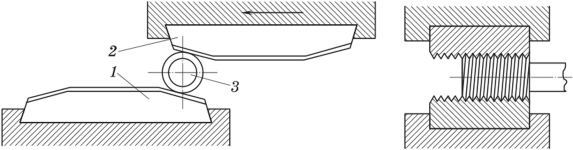
Рис. 10.24. Схема накатывания резьбы на накатном станке: 1 — неподвижная плашка; 2 — подвижная плашка;
3 — обрабатываемый стержень
Наружную резьбу на трубах нарезают клуппом (рис. 10.25), состоящим из корпуса 2, длинных рукояток 1, четырех плоских резьбовых плашек (гребенок) 3, которые могут одновременно сближаться к центру или расходиться от него при повороте планшайбы 4. Благодаря этому одним и тем же клуппом можно пользоваться для нарезания труб разных диаметров. Плашки 3 в зависимости от диаметра трубы устанавливают вращением
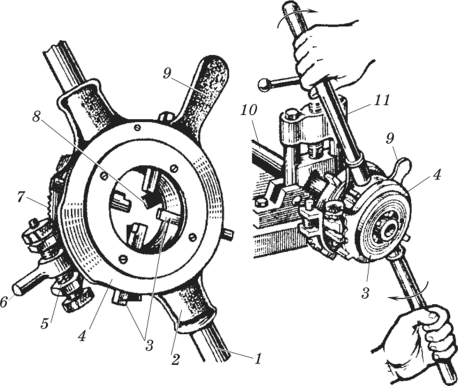
Рис. 10.25. Клупп трубный:
1 — рукоятки; 2 — корпус; 3 — плашки; 4 — планшайба; 5 — червяк; 6 — рычаг; 7 — зубчатый сектор; 8 — направляющие планки; 9 — рукоятка планшайбы; 10 — труба; 11 — трубный зажим червяка 5, находящегося в сцеплении с зубчатым сектором 7, а после установки нужного диаметра стопорят нажимом рычага 6. Точная установка резьбовых плашек на нужный диаметр осуществляется по делениям нониуса на корпусе клуппа. Кроме четырех резьбовых плашек 3 в корпусе клуппа установлены направляющие планки 8, которые обеспечивают устойчивое положение клуппа на трубе при нарезании резьбы. К клуппу прилагается несколько комплектов плашек, допускающих нарезание трубных резьб диаметром от 1/3" до 3".
Нарезание трубной резьбы клуппом осуществляется в таком порядке:
- 1) установливают необходимую плашку в клупп;
- 2) закрепляют трубу в трубном прижиме и смазывают нарезаемую часть маслом;
- 3) устанавливают клупп на трубу, сближают плашки и застопоривают их нажимом рычага;
- 4) вращают клупп вокруг трубы в четыре приема, т.е. за каждый прием поворачивают его примерно на 90°;
- 5) резьбу нарезают за несколько проходов (для диаметров до 1" — в два прохода, а для диаметров больше 1" — в три);
- 6) нарезав резьбу, клупп не свертывают с трубы, а рукояткой 9 планшайбы 4 раздвигают плашки 3, и тогда клупп свободно снимается с трубы.
Интернет-ресурсы: 1.https://studref.com/655672/tehnika/narezanie_naruzhnoy_rezby
2.https://nsportal.ru/npo-spo/metallurgiya-mashinostroenie-i-materialoobrabotka/library/2019/06/10/metodicheskaya