Технологии машиностроения.
Раздел 2. Основы теории резания.
Лекция 4. Технология обработки заготовок на токарных станках.
Обработка заготовок на токарных станках
Токарные станки предназначены для обработки поверхностей заготовок, имеющих форму тел вращения.
Образование поверхностей обеспечивается вращательным движением заготовки, закрепленной в патроне на шпинделе 2 станка (рис.11.1), и поступательным движением суппорта 4 с режущим инструментом - резцом установленным в резцедержателе 3. Задняя бабка 5 используется при обработке длинных заготовок (вал) для закрепления ее в центрах, а также для установки в ее пиноли (выдвижной части задней бабки) режущего инструмента для обработки отверстий (сверл, зенкеров, разверток и др.). На станине 6 (массивная профильная балка) располагают все части токарного станка.
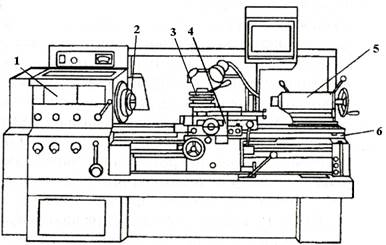
Рис.11.1. Токарно-винторезный станок 16К20: 1 - шпиндельная бабка, 2 – шпиндель, 3 резцедержатель, 4 -суппорт,5 – задняя бабка, 6 – станина
Движение подачи осуществляется параллельно оси вращения заготовки (продольное движение подачи), перпендикулярно оси вращения заготовки (поперечное движение подачи), под углом к оси вращения заготовки (наклонное движение подачи).
Под точением понимают обработку наружных поверхностей заготовок. Разновидности точения следующие: растачивание — обработка внутренних поверхностей; подрезание — обработка плоских (торцовых) поверхностей; разрезание — разделение заготовок на части.
На токарных станках выполняют черновую, получистовую и чистовую обработки поверхностей заготовок.
По технологическому назначению станки токарной группы делят на токарно-винторезные, токарно-револьверные, карусельные, многорезцовые, одно- и многошпиндельные автоматы и др.
На вертикальных полуавтоматах, автоматах и токарно-карусельных станках заготовки имеют вертикальную ось вращения, на других типах токарных станков - горизонтальную.
По способу управления различают станки с ручным управлением, полуавтоматы и автоматы; с системами числового программного управления.
Токарно-винторезные станки применяют в условиях единичного производства для обработки заготовок небольших партий.
Обработку сложных заготовок, требующих использования большого числа режущего инструмента применяют токарно-револьверные станки (рис.11.2), оборудованные револьверными головками - 3.
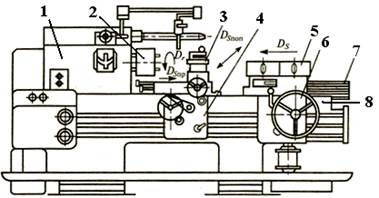
Рис.11.2.Токарно-револьверный станок: 1 - шпиндельная бабка, 2 – патрон, 3 – резцедержатель, 4 – суппорт резцедержателя, 5 – револьверная головка с вертикальной осью вращения, 6 – суппорт револьверной головки, 7 – барабан упоров, 8 – станина.
На револьверных станках можно вести одновременную обработку нескольких поверхностей заготовок разными инструментами. Это повышает производительность станков при изготовлении партий деталей в среднесерийном производстве.
Токарно-карусельные станки (рис.11.3) предназначены для обработки крупных тяжелых заготовок, у которых отношение длины (высоты) заготовки к диаметру составляет 0,3 —0,7. Это заготовки рабочих колес водяных и газовых турбин, зубчатых колес, маховиков и т.д.
Особенностью станков является наличие круглого горизонтального стола-карусели 12 с вертикальной осью вращения. Наличие карусели облегчает установку, выверку положения и закрепления тяжелых заготовок на станке. На рис.11.3б показана схема обработки большого зубчатого колеса на токарно-карусельном станке. Эти станки применяют в среднем и тяжелом машиностроении.
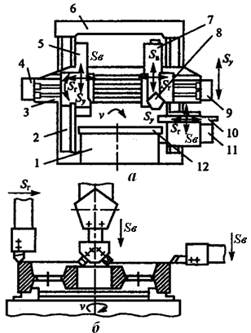
Рис.11.3. Токарно-карусельный станок (а) и схема обработки заготовки (б): 1 – станина, 2 – стойки, 3 – подвижная траверса, 4 – коробка передач, 5 – верхний суппорт, 6 – поперечина, 7 – револьверный суппорт, 8 – револьверная головка, 9 – коробка подач, 10 – боковой суппорт, 11 – коробка подач, 12 – карусель
Многорезцовые токарные полуавтоматы предназначены для обработки наружных поверхностей заготовок ступенчатых валов, блоков зубчатых колес, шпинделей и т.д. На многорезцовом полуавтомате одновременно обрабатывают несколько поверхностей заготовки.
На одношпиндельных токарно-револьверных автоматах обрабатывают заготовки небольших размеров (диаметром 8 —40 мм), но сложных форм. Они работают по замкнутому технологическому циклу параллельной обработки поверхностей. Движения (рабочие, установочные, вспомогательные) рабочих органов осуществляются от кулачкового распределительного вала. Автоматизация всех движений обеспечивает высокую производительность. Автоматы используют для изготовления больших партий деталей.
Многошпиндельные автоматы параллельной обработки заготовок используют в массовом производстве. Число одновременно обрабатываемых заготовок равно числу шпинделей автомата. В каждой из позиций заготовки находятся на разных стадиях обработки. Изготавливаются детали одного типоразмера. Производительность автомата высока, их используют в массовом производстве для изготовления сложных по конструк-ции деталей.
Токарные станки с ЧПУ (числовым программным управлением) могут иметь горизонтальную, наклонную или вертикальную станину. На салазках смонтирована инструментальная револьверная головка, в пазах которой закрепляются резцы. Головка автоматически поворачивается относительно оси, обеспечивая смену инструмента при обработке заготовок по программе. При установке на станке двух револьверных головок, в одной из них закрепляют инструменты для обработки наружных поверхностей, в другую — для внутренних. На токарных станках с ЧПУ используют револьверные головки четырех - двенадцати позиционные. В каждой позиции головки можно устанавливать по два инструмента для параллельной обработки наружной и внутренней поверхностей заготовки.
Инструментальные магазины (вместимостью по 8 — 24 инструментов) в токарных станках с ЧПУ используют редко. Использование инструментальных магазинов с большим числом инструментов целесообразно при встраивании станков в ГПМ (гибкие производственные модули), роботизированные технологические комплексы, а также в случаях, когда режущие инструменты имеют небольшие периоды стойкости.
Система ЧПУ обеспечивает изменение частоты вращения заготовки, изменение скоростей движения подачи, периодический поворот инструментальной головки.
В современных токарных станках используют системы ЧПУ: SNC (имеют память для хранения всей управляющей программы); CNC(автоматическое управление станком с ЧПУ, имеющим мини-ЭВМ или процессор); DNC (групповое управление станками от обшей управляющей ЭВМ).
Режущий инструмент и приспособления для закрепления
заготовок на токарных станках
Резцы, используемые для обработки на токарных станках, классифицируют по технологическому принципу: для обточки наружных (рис.11.4) и внутренних поверхностей (рис.11.5).
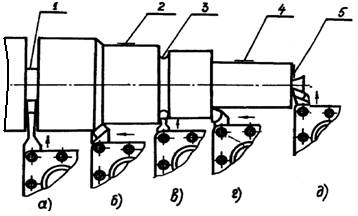
Рис.11.4. Обработка наружных поверхностей
Обтачивание наружных поверхностей 2 и 4 (рис.11.4б и рис.11.4г) выполняют проходными прямым (б) и упорным (г) резцами; подрезание торцовой поверхности 5 подрезным правым резцом (д); разрезание заготовки прямым отрезным резцом (а). Направление движения подачи на рисунке указано стрелкой.
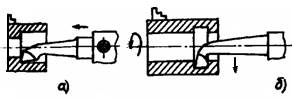
Рис.11.5. Обработка внутренних поверхностей
Растачивание отверстий (рис.11.5а) ведут расточными и канавочными резцами (рис.11.5б).
На токарно-винторезных станках можно нарезать наружную и внутреннюю резьбы, обрабатывать конические и фасонные поверхности.
По характеру обработки резцы делятся на черновые, получистовые и чистовые, по направлению движения подачи — на правые и левые. Правые работают с движением подачи справа налево, левые — слева направо. По конструкции резцы могут быть цельные, с приваренной или припаянной пластинками из режущего материала или со сменными многогранными пластинками.
Способы установки и закрепления заготовки, обрабатываемой на токарном станке, зависит от типа станка, вида обрабатываемой поверхности, характеристики заготовки (отношение длины заготовки к диаметру), точности обработки и других факторов.

Рис.11.6. Токарные патроны: а – трехкулачковый самоцентрирующий; б – четырехкулачковый несамоцентрирующий; в – цанговый
На токарно-винторезных станках для закрепления заготовок широко используют трехкулачковый самоцентрирующий (рис.11.6а), четырехкулачковый несамоцентрирующий (рис.11.6б) и цанговый (рис.11.6в) патроны.
Трехкулачковый самоцентрирующий патрон применяется для закрепления заготовок при отношении длины к диаметру l/d <4. На автоматизированных станках и станках с ЧПУ используют патроны с механическим, пневматическим, гидравлическим и электрическими приводами кулачков.
При отношении 4< l/d<10 заготовку устанавливают на центрах (рис.11.7), а для передачи на нее крутящего момента от шпинделя станка применяют поводковый патрон и хомутик. В торцах вала предварительно сверлят отверстия центровочным сверлом.
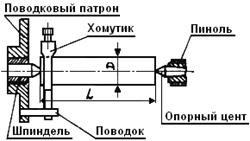
Рис.11.7. Установка заготовки в центрах
На токарно-револьверных станках, полуавтоматах и автоматах для закрепления заготовок из калиброванного прутка используют цанговые патроны (рис.11.6в).
Для установки резцов на токарных станках с ЧПУ с револьверными головками используют специальные сменные взаимозаменяемые инструментальные блоки. Инструментальные блоки налаживаются на размеры обрабатываемых заготовок вне станка на специальных приборах. Это позволяет снизить простои станков с ЧПУ, повысить производительность и точность обработки благодаря быстрой установке на станок налаженных инструментальных блоков.
Токарные станки некоторых моделей имеют инструментальные магазины, в которых хранится весь инструмент, необходимый для обработки заготовок. Для смены инструмента из магазина в рабочую позицию станок оборудован автооператором. Установка заготовки и съем готовой детали со станка осуществляется роботом, который укладывает детали на конвейер тактового стола.
Система станок - робот - тактовый стол - система ЧПУ составляет гибкий производственный модуль (ГПМ). На базе модулей создаются гибкие производственные системы (ГПС).