Универсальность металлорежущего станка расширяется применением принадлежностей и приспособлений. На токарном станке основными из них являются: патроны, центры (рис.16), люнеты. Применяются и вспомогательные приспособления: сверлильный патрон, переходные втулки, хомутики.
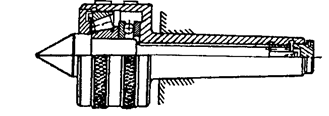
Рисунок 16. Вращающийся центр
Из патронов наибольшее распространение получил самоцентрирующийся трех кулачковый патрон (рис.17). Его конструкция обеспечивает одновременное перемещение трех кулачков в радиальном направлении, благодаря чему заготовка устанавливается по оси шпинделя.
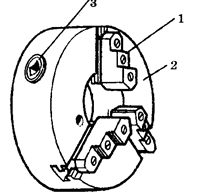
Рисунок 17. Самоцентрирующийся трех кулачковый патрон
При несимметричном сечении заготовок, когда правильное ее закрепление в трех кулачковом патроне невозможно, применяют четырех кулачковый патрон с раздельным зажимом кулачков или планшайбу (рис.18).
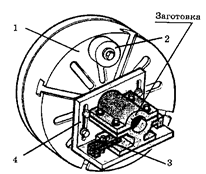
Рисунок 18. Планшайба
При обработке в центрах, для придания вращения заготовке, применяют поводковые патроны (рис.19). При наружной обработке длинномерных заготовок малого диаметра с целью предотвращения прогиба используют неподвижный (рис.20, а) или подвижный (рис.20, б) люнеты.
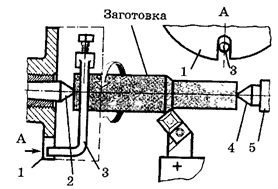
Рисунок 19. Обработка в центрах: 1 — поводковый патрон, 2 — передний центр, 3 — хомутик, 4 — задний патрон, 5 — пиноль задней бабки
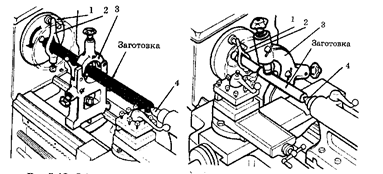
Рисунок 20. Обработка длиномерных заготовок с использованием неподвижного (а) и подвижного (б) люнетов
Конические поверхности на токарном станке обрабатывают следующим способами: широким, токарным резцом, поворотом верхних салазок, смещением корпуса задней бабки в поперечном направлении и с помощью копирной или конусной линейки.
Широким резцом (рис.21, а) обтачивают обычно короткие конические поверхности с длиной в 25- 30 мм.
При обработке конических поверхностей поворотом верхнего суппорта (рис.21, б) его устанавливают под углом, равным половине угла при вершине обрабатываемого конуса. Обработка ведется при ручной подаче. Угол поворота определяется по формуле:
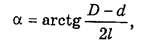
Смещением корпуса задней бабки в поперечном направлении (рис.21, в) обтачивает длинные конические поверхности с небольшим углом конуса при вершине (до 12°). При этом смещение заднего центра в поперечном направлении определяется из выражения:
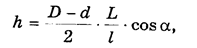
Способ обработки конических поверхностей с помощью конусной линейки (рис.21, г), прикрепляемой к станине станка, позволяет получать коническую поверхность с углом при вершине до 40°. Обработка ведется с включением механической подачи.
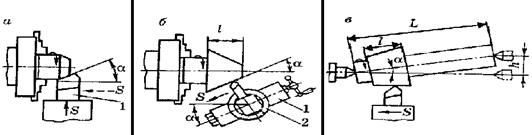
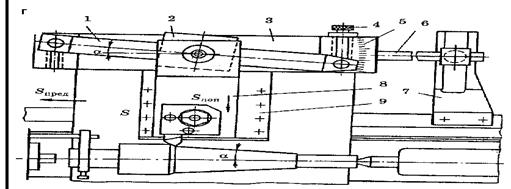
Рисунок 21. Способы обтачивания конусов: а - широким резцом, б- поворотом верхнего суппорта, в -смещением корпуса задней бабки; г - с помощью конусной линейки, 1- поворотная линейка, 2 - ползушка, 3 - неподвижная линейка, 4 - винт, 5 - шкала, 6- тяга, 7 - кронштейн, 8 -салазки, 9 –корпус; где D u d- диаметры обрабатываемых конических поверхностей, мм; L - высота конуса, мм.
В зависимости от формы и размеров заготовок применяют различные способы их закрепления. При отношении длины заготовки к диаметру L/D < 4 заготовку закрепляют в патроне. При 4<L/D<10 заготовку устанавливают в центрах, а при L/D>10 используют люнеты.
Распространенным способом является обработка в центрах (рис. 22), так как она позволяет переставлять деталь со станка на станок без последующей выверки. При этом в торцах обрабатываемой детали предварительно засверливают центровые отверстия. Форма и размеры центровых отверстий (рис.22) стандартизованы. При установке на станке в эти отверстия входят острия центров передней и задней бабок станка. Для передачи вращения от шпинделя передней бабки к обрабатываемой детали применяют поводковый патрон 1 (рис.22), устанавливаемый на шпинделе, и хомутик 2, закрепленный на заготовке.
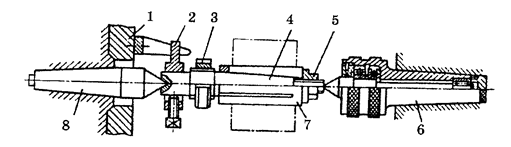
Рисунок 22. Обработка в центрах: 1 -поводковый патрон, 2 — хомутик, 3 - гайка, 4 -стержень, 5 -гайка, 6 - вращающийся центр, 7 - втулка, 8 - передний центр
Центры устанавливаются в шпинделе станка и пиноли задней бабки. Центр, установленный в шпинделе, вращается вместе с заготовкой. Простой центр (рис.23, а), установленный в пиноли задней бабки, не вращается, поэтому изнашивается сам и изнашивает центровое отверстие заготовки. Для предотвращения износа применяют вращающийся центр Иногда используют: срезанный центр при подрезке торца; обратный центр (рис.23, б) при обтачивании заготовок небольшого диаметра (до 5 мм).
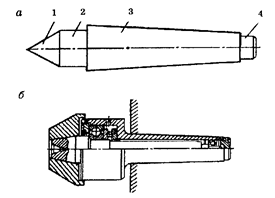
Рисунок 23. Токарные центры: а — простой центр (1 — конус, 2 — шейка, 3 — конус, 4 — хвостовик); б — обратный центр