СОДЕРЖАНИЕ
Введение……………………………………………………………………………4
1.Общая часть……………………………………….…………………………..…..6 1.1.Организация ремонтных служб………………………………………………..6
2. Расчетная часть……………………………………………………………….…11
2.1. Расчет стоимости материальных затрат на создание дробилки СМК-369А ……………………………………………………………………………................11
2.2.Расчёт фонда заработной платы……………………………………………...12
2.3. Cоставление сметы затрат на создание валковой дробилки…..…………...13
2.4.Расчёт экономического эффекта……………………………………………..14
2.5.Расчет срока окупаемости капитальных затрат……………………………..17
Вывод………………………………………………................................................18
Список используемой литературы……………………...……………….…….…19
ВВЕДЕНИЕ.
ПСМ является одной из важнейших отраслей тяжелой индустрии.
Особенностью этой отрасли является то, что ассортимент изделий включает тысячи наименований, от различных материалов с частицами микронных размеров, до крупнозернистых конструкций с огромным весом.
Большая часть материалов и изделий выпускаются массовым производством. Так производятся: строительный кирпич, оконное стекло, шифер. Для получения этих материалов и изделий требуется добыть, переработать и переместить сотни миллионов тон минерального сырья, материалов и топлива, поэтому необходимо своевременная разработка, эффективное использование наиболее совершенных, высокопроизводительных и экономичных машин и оборудования.
При выборе характера измельчения и, следовательно, применяемой для этого машины, необходимо в первую очередь учитывать физические свойства измельчаемого материала: твердость и хрупкость. Так для пластичных масс в керамике используются валковые дробилки, а в частности валковая дробилка с дырчатой поверхностью.
Валковые дробилки широко применяются при изготовлении строительных материалов и, в частности, керамики. Основное их назначение – удаление из керамической массы посторонних твердых включений, придание ей однородного состава и перемешивания. В технологических линиях небольшой производительности они иногда устанавливаются взамен бегунов для мокрого помола. Особенной чертой валковой дробилки с дырчатой поверхностью валков является то, что она формует гранулы из пластической глины. Она используется в производстве керамзитового гравия.
В современных условиях дробилки должны быть экономичными, безопасными, т. к. около них работают люди, относительно бесшумными и энергоемкими. Данная машина играет большую роль для механизации технологического процесса, т.к. она более качественно позволяет перерабатывать сырье для получения качественных изделий. А при помощи автоматизации уменьшить количество обслуживаемого персонала, следить за работой отдельных механизмов машины.
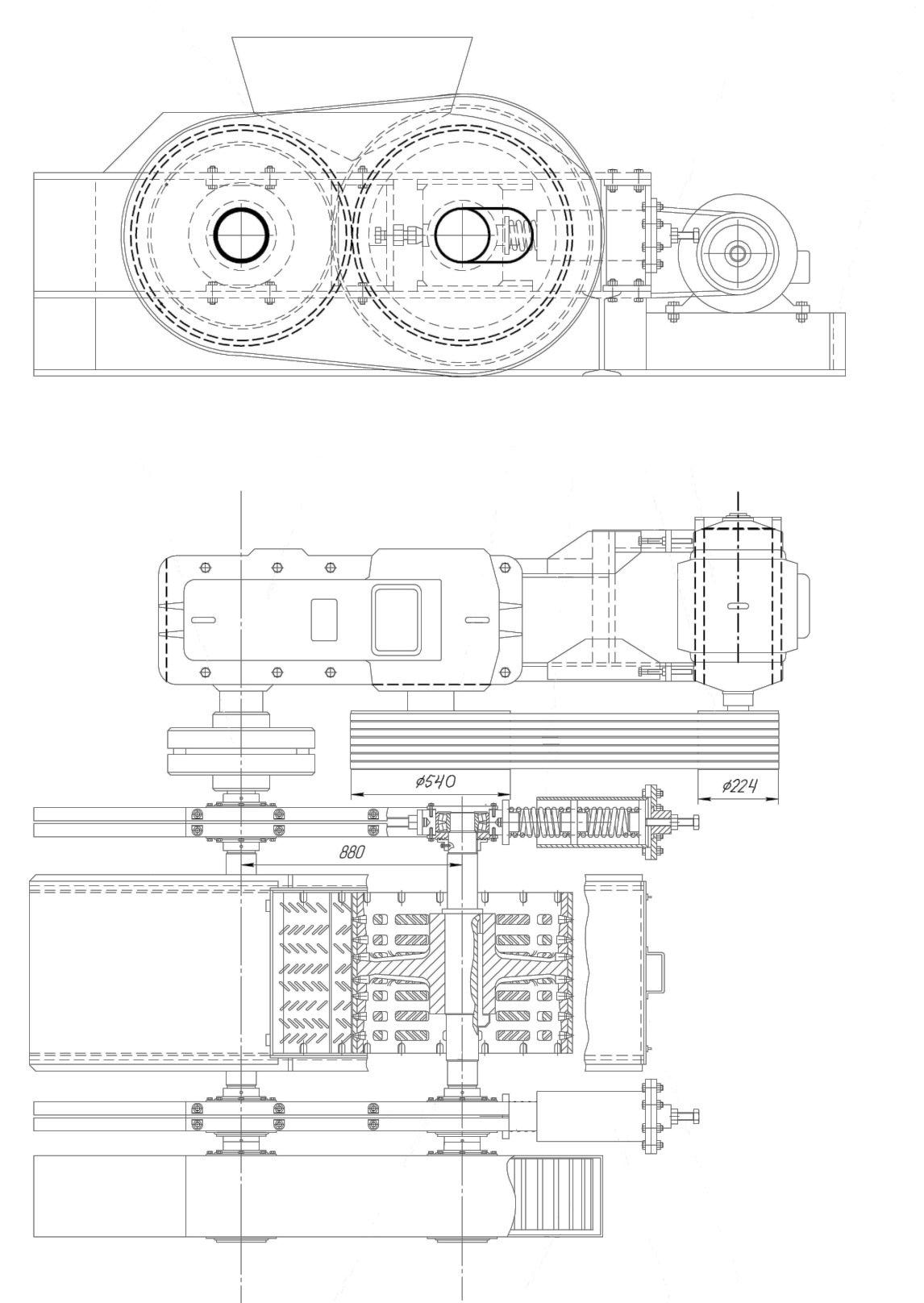
Дробилка состоит из станины, двух валков, привода и предохранительного устройства. Сварная станина 1 служит опорой для подшипников 2 валка 4, с неподвижной осью вала 6 и подвижных подшипников 3 вала 7, прижатых к упорам пружинами 7. Первый валок 4 вращается от электродвигателя 9 через клиноременную передачу и редуктор 10. На второй валок вращение передается цепной передачей. Валок литой 5, имеет широкую станину и обод с продолговатыми крупными отверстиями. Поверх обода крепят сменный бандаж с более мелкими круглыми или щелевидными отверстиями необходимой формы и размеров. Валки закрыты кожухом.
Предварительно измельченная на камневыделительной валковой дробилке глина поступает на дырчатые валки, дробится и разминается, продавливается через отверстия внутрь валков и в виде комков-гранул выпадает из них, т. к. с торцов валки открыты. При попадании не дробимого куска валок с подвижной осью отодвигается, сжимая пружины, пропускает кусок в увеличенную разгрузочную щель и возвращается в исходное положение. Чтобы обеспечить встречное вращение валков и возможность перемещения одного из них в горизонтальной плоскости, цепная передача снабжена дополнительной натяжной звездочкой, вынесенной за звездочку ведомого вала.
1. ОБЩАЯ ЧАСТЬ.
1.1.Организация ремонтных служб.
Задача ремонтной службы предприятия - обеспечение постоянной работоспособности оборудования и его модернизация, изготовление запасных частей, необходимых для ремонта, повышение культуры эксплуатации действующего оборудования, повышение качества ремонта и снижение затрат на его выполнение. Ремонтную службу предприятия возглавляет отдел главного механика предприятия (ОГМ). Структура ремонтной службы представлена на рис.1.
Функции ремонтной службы предприятия:
- разработка нормативов по уходу, надзору, обслуживанию и ремонту оборудования;
- планирование ППР (планово-предупредительных ремонтов);
- планирование потребности в запасных частях;
- организация ППР и ППО (планово-предупредительного обслуживания), изготовления или закупки и хранения запчастей;
- оперативное планирование и диспетчирование сложных ремонтных работ;
- организация работ по монтажу, демонтажу и утилизации оборудования;
- организация работ по приготовлению и утилизации смазочно-охлаждающих жидкостей (СОЖ);
- разработка проектно-технологической документации на проведение ремонтных работ и модернизации оборудования;
- контроль качества ремонтов;
- надзор за правилами эксплуатации оборудования и ПТО
| Участок Такелажных работ |
| Склад запчастей |
| Участок Приготовления СОЖ |
| Ремонтно- механический цех |
| Планово производственное бюро |
| Бюро планово- предупредительного ремонта |
| Диспетчерская группа |
| Ремонтные службы цехов |
| Отдел главного механика |
| Бюро запчастей |
| Бюро технического контроля оборудования |
| Лаборатории |
| Конструкторско- технологическое бюро |
| Группа надзора за эксплуатацией ПТО |
Рис1:Структура ремонтной службы предприятия
Система технического обслуживания и ремонта включает конструкторскую, технологическую и организационно-экономическую подготовку. Конструкторская, в свою очередь, — разработку альбомов чертежей сменных деталей на каждую группу оборудования с различными схемами (пневматической, гидравлической, кинематической, электрической, смазки и др.) и чертежами общего вида сборочных единиц, узлов, деталей, спецификациями (например, сальников, подшипников, резиновых изделий, ремней и т.п.). Технологическая заключается в составлении технологических процессов разборки и сборки изделия (агрегата, узла и т.п.), использования различных стендов и приспособлений. Организационно-экономическая подготовка предусматривает создание постоянного запаса сменных деталей (узлов), других запасных частей и ремонтных материалов, определение трудоемкости работ и времени на их выполнение, квалификации исполнителей и др.
Особая роль в системе отводится ремонтно-обслуживающей базе, включающей здания, сооружения, оборудование, приборы, инструменты, оснастку и передвижные средства технического обслуживания и ремонта. На предприятиях уровень ее оснащенности может определяться отношением балансовой стоимости зданий, сооружений и ремонтно-технологического оборудования к балансовой стоимости обслуживаемых объектов (техники, оборудования).
Качественное и своевременное выполнение технологических, организационных и управленческих функций системы во многом определяется обеспеченностью ремонтной базы персоналом необходимой квалификации - рабочими, специалистами, руководителями. С развитием техники, ростом уровня механизации (автоматизации), их роль и требования к ним повышаются. Необходимое условие рационального использования рабочего времени ремонтных рабочих и сокращения простоя машин и оборудования в ремонте - совершенствование планирования, изготовление, распределение и обеспечение ремонтно-обслуживающего производства запасными частями, сборочными единицами и материалами.
Система технического обслуживания и ремонта является составной частью более крупной системы эксплуатации изделия (машин, оборудования). Эксплуатация - это стадия жизненного цикла изделия, на которой реализуется, поддерживается и восстанавливается его качество. В общем случае она включает использование по назначению и техническую эксплуатацию, т.е. транспортирование, хранение, техническое обслуживание и ремонт. Здания, сооружения, средства технического оснащения, в т.ч. инструмент, запасные части и эксплуатационные материалы, относят к средствам эксплуатации, а комплекс операций по подготовке изделия к использованию по назначению, хранению и транспортированию, приведению его в исходное состояние после этих процессов, не связанных с поддержанием надежности изделия, - к технологическому обслуживанию.
Исправное состояние и работоспособность машин и оборудования в течение всего периода их эксплуатации обеспечивается техническим воздействием,
подразделяемым на техническое обслуживание (осмотры) и ремонты. Техническое обслуживание (ТО) - это комплекс операций или операция по поддержанию работоспособности или исправности изделия при использовании по назначению, ожидании, хранении и транспортировании.
Различают следующие виды технического обслуживания:
• периодическое, выполняемое через установленные в эксплуатационной документации значения наработки или интервалы времени;
• регламентированное, предусмотренное в нормативно-технической и эксплуатационной документации и выполняемое с периодичностью и в объеме, установленными в ней, независимо от технического состояния изделия в момент начала технического обслуживания;
• сезонное, осуществляемое для подготовки изделия к использованию в осенне-зимних и весенне-летних условиях, например, автомобилей, тракторов и машин на их базе.
Для большинства видов машин и оборудования, например, автомобилей, тракторов, кранов и другой техники установлены следующие виды ТО: ежесменное (ежедневное) техническое обслуживание (ЕО), номерное (ТО-1, ТО-2, ТО-3) и сезонное (СО). Третье номерное обслуживание предусмотрено в основном для тракторов и машин на их базе, работающих в условиях лесосеки (на предприятиях лесной промышленности и лесного хозяйства), сезонное чаще совмещается с очередным ТО (ТО-1, ТО-2, ТО-3).
Номерные ТО выполняются по графику после определенной наработки техники в плановом периоде. Главная их цель - предупредить ускоренный износ деталей, сборочных единиц машин и оборудования, проверить и восстановить возможные регулировки рабочих органов, обеспечить экономичность и безопасность их работы, уменьшить отрицательное воздействие на окружающую среду. Выполняются они, как правило, ремонтно-обслуживающим персоналом. Оператор (машинист, тракторист, водитель, станочник) участвует при необходимости в обслуживании закрепленной за ним машины (оборудования).
Техническое обслуживание может быть плановым, если постановка на него машин и оборудования осуществляется в соответствии с требованиями нормативно-технической или эксплуатационной документации, и внеплановым - без предварительного назначения по техническому состоянию.
Ремонт - это комплекс операций по восстановлению исправности или работоспособности и восстановлению ресурсов изделий или их составных частей. Его производят, если дальнейшая эксплуатация машин и оборудования невозможна из-за изношенности, поломки, или не дожидаясь выхода из строя. В первом случае способ восстановления технического состояния получил название по потребности (техническому состоянию); во втором - его называют регламентированным (планово-предупредительным), поскольку выполняют его заблаговременно, независимо от технического состояния изделия в момент начала ремонта.
В соответствии с характером выполняемых работ и степенью восстановления ресурса различают следующие виды ремонта:
• капитальный, выполняемый для восстановления исправности и полного или близкого к полному прежнего ресурса изделия с заменой или восстановлением любых его частей, включая и базовые;
• средний, производимый для восстановления неисправности и частично ресурса изделий с заменой или ремонтом составных частей ограниченной номенклатуры и контролем их технического состояния, выполняемом в полном объеме, установленном в нормативно-технической документации;
• текущий ремонт, осуществляемый для восстановления или обеспечения работоспособности изделия и состоящий в замене и (или) восстановлении отдельных частей оборудования (устранении неисправностей).
Технологическим элементом технического обслуживания и ремонта является диагностика - совокупность мероприятий в системе технического обслуживания и ремонта для получения информации о состоянии техники с целью прогнозирования ее ресурса, определения необходимого объема ремонтных работ, управления своевременным и качественным их выполнением. По своему назначению диагностика может быть специализированной и совмещенной с техническим обслуживанием и ремонтом. При техническом обслуживании машин и оборудования с помощью диагностических средств проверяется исправность и работоспособность механизмов и систем, определяется фактическая потребность в их обслуживании, а также выявляются неисправности машин и оборудования, обеспечивается оперативный или заключительный контроль исполнения работ по техническому обслуживанию. Средствами диагностики осуществляется углубленная проверка состояния всех механизмов и систем техники, оцениваются тяговые, мощностные и эргономические показатели, выявляются неисправности и обеспечивается контроль выполняемых работ.
Диагностирование машин и оборудования с целью определения потребности в капитальном и среднем ремонтах выполняется после плановой или нормативной межремонтной наработки. Если они не нуждаются в ремонте, то проводится диагностирование с целью выявления объема и характера работ по текущему ремонту. Данные о техническом состоянии машин (оборудования) передаются комиссии, определяющей фактическую потребность в капитальном ремонте. В ее состав обычно входят главный механик предприятия, старший механик цеха (участка) и оператор (водитель, тракторист, станочник), работающий на данном агрегате.
Акт комиссии утверждается главным инженером (техническим директором) и является основанием для постановки оборудования на капитальный ремонт. Если комиссия сочтет необходимым продолжить эксплуатацию техники на определенный срок, то в акте указывается перечень ремонтных работ, которые необходимо выполнить для продолжения эксплуатации. По истечении этого срока эксплуатации необходимо выполнить повторный осмотр техники.
Различают также следующие виды (методы) организации ремонта:
•обезличенный, при котором не сохраняется принадлежность восстанавливаемых составных частей к определенному экземпляру ремонтируемой техники (оборудования, машины и т.п.);
•необезличенный, при котором сохраняется принадлежность восстанавливаемых составных частей к определенному экземпляру техники (его иногда называют индивидуальным методом);
• тупиковый - ремонт на универсальных постах, выполняемый на одном посту группой исполнителей или рабочими-универсалами (отдельные сборочные единицы могут ремонтироваться на специальных производственных участках, например, топливная аппаратура, электрооборудование для транспортных средств);
•агрегатный - обезличенный метод организации ремонта, при котором неисправные агрегаты заменяются новыми или заранее отремонтированными;
• последовательно-агрегатный - ремонтируются (заменяются) конструктивно обособленные сборочные единицы (редукторы, коробки скоростей, электродвигатели и т.п.), последовательно на одной единице оборудования во время перерывов (в нерабочее время, без остановки производства); применяется, например, для ремонта конвейерного оборудования в литейных и кузнечных цехах, автоматов, агрегатных и других станков.
Организацию ремонта, выполняемого на специализированных рабочих местах с определенными (как и техническое обслуживание) технологической последовательностью и ритмом, называют поточным. При поточном методе обслуживаемая (ремонтируемая) машина (оборудование) последовательно перемещается по постам, на каждом из которых выполняются определенные ремонтные (сборочные и др.) операции.
На предприятиях из-за недостатка оборотного фонда, слабой обеспеченности ремонтно-обслуживающей базы распространен смешанный метод ремонта, при котором одни узлы и агрегаты в неисправном оборудовании заменяют новыми (реставрированными) или заранее отремонтированными и обезличенными (агрегатный метод ремонта), другие ремонтируют на месте и ставят на те же машины (индивидуальный метод). Его считают как переходным (временным), поскольку при создании необходимых для этого условий он может заменяться агрегатным.
В настоящее время, наиболее распространенным методом организации ремонта является ремонт по техническому состоянию, при котором контроль технического состояния выполняется с периодичностью и в объеме, установленными в технических условиях, эксплуатационной и ремонтной документации, а объем и момент необходимости ремонта определяется техническим состоянием машины (оборудования).
2. РАСЧЕТНАЯ ЧАСТЬ
Для определения технико-экономических показателей создания и внедрения в производство валковой дробилки с дырчатым валком необходимо определить:
- материальные затраты на создание дробилки;
- заработную плату работников;
- составить смету затрат на создание валковой дробилки;
- экономический эффект от создания и внедрения дробилки с одним дырчатым валком, а вторым с гладким;
- срок окупаемости капитальных затрат.
2.1. Расчет стоимости материальных затрат на создание валковой дробилки
Стоимость материальных затрат определяется исходя из удельных норм расхода материалов на узлы и детали и прейскурантных цен. Все эти данные сводим в таблицу 1.
Таблица1.Стоимость материальных затрат:
| Наименование деталей и комплектующих | Единицы измерения | Удельная норма расхода | Потребность, всего | Цена за единицу, тыс. руб. | Сумма, тыс. руб. |
| Станина Ст.3 | Т | 1,0 | 1,0 | ||
| Ступица СЧ-15 | Т | 0,5 | 0,5 | ||
| Ступица СЧ-15 | Т | 0,4 | 0,4 | ||
| Бандаж Г13Л | Т | 0,3 | 0,3 | ||
| Бандаж Г13Л | Т | 0,25 | 0,25 | ||
| Обод Ст.3 | Т | 0,1 | 0,2 | ||
| Диск Ст.3 | Т | 0,05 | 0,1 | ||
| Бронеплита кожуха Г13Л | Т | 0,17 | 0,68 | ||
| Кожух валков Ст.3 | Т | 0,3 | 0,3 | ||
| Воронка загрузочнаяСт 3 | Т | 0,05 | 0,05 | ||
| Вал Сталь 45 | Т | 0,163 | 0,163 | 1597.4 | |
| Вал Сталь 45 | Т | 0,13 | 0,13 | ||
| Звёздочка Ст.45 | Т | 0,025 | 0,05 | ||
| Звёздочка Ст.45 | Т | 0,016 | 0,016 | 156.8 | |
| Корпус подшипника Ст.3 | Т | 0,08 | 0,32 | ||
| Крышка подшипника Ст.3 | Т | 0,02 | 0,08 | ||
| Шкив d=560мм СЧ-15 | Т | 0,06 | 0,06 | ||
| Шкив d=224мм СЧ-15 | Т | 0,03 | 0,03 | ||
| Кожух цепной передачи Ст3 | Т | 0,05 | 0,05 | ||
| Кожух ремен. передачи Ст3 | Т | 0,03 | 0,03 | ||
| Втулка Ст20 | Т | 0,002 | 0,008 | 75.2 | |
| Шпилька Ст20 | Т | 0,015 | 0,045 | ||
| Итого | 4,764 | 45068,4 | |||
| Неучтённые материалы-10% от учтённых | 0,4746 | 4506,84 | |||
| Всего | 5,220 | Зм | 49575,24 | ||
| Клновой ремень тип В, L=2800мм | шт | ||||
| Электродвигатель 30 кВт | шт | ||||
| Цепь 63,5-430 | шт | ||||
| Подшипник № 53000 ГОСТ 3189-81 | шт | ||||
| Муфта | шт | ||||
| Пружина | шт | ||||
| Редуктор Ц2У-315Н | шт | ||||
| Итого | |||||
| Неучтённые комплектующие-10% от учтённых | 1571,8 | ||||
| Всего | Зк | 17289,8 |
Расчёт фонда заработной платы.
2.2.1.Прямой фонд заработной платы рабочих определяется от суммы стоимости затрат на материальные и комплектующие на создание
оборудования и состовляет-30%:
| (1) |
Зпр = (Зм + Зк) × 0,3,тыс. руб
Зпр = (49575,24+ 17289,8) × 0,3 =20059,5 тыс. руб.
где Зм- стоимость всех основных материалов, необходимых для изготовления валковой дробилки (табл.1),тыс.руб. Зк- стоимость всех комплектующих, (табл.1),тыс.руб.
2.2.2. Определяем доплаты к прямому фонду заработной платы:
- за выполнение и перевыполнение норм-40%
| (2) |
Зв = Зпр × 0,4, тыс. руб.
Зв = 20059,5 × 0,4 = 8023,8 тыс. руб.
- за работу в ночное время и во вторую смену-12,5%
| (3) |
Зн = Зпр × 0,125, тыс. руб.
Зн = 20059,5 × 0,125 =2507,43 тыс. руб.
-прочие доплаты-15 %
| (4) |
Зп = Зпр × 0,15, тыс. руб.
Зп =20059,5× 0,15 = 3008,9тыс. руб.
2.2.3.Основной фонд заработной платы составит:
| (5) |
Зосн = 3пр + Зв + Зн + Зп, тыс. руб.
Зосн = 20059,5+ 8023,8 + 2507,43 + 3008,9=33599,63 тыс.руб.
2.2.4. Дополнительная заработная плата отражает выплаты, предусмотренные законодательством за непроработанное в производстве время (исключая простой): оплата ежегодных и учебных отпусков, компенсации, выполнение гособязанностей, оплата льготных часов подросткам. Она составляет 12% от основного фонда заработной платы:
| (6) |
Зд = Зосн × 0,12, тыс. руб.
Зд = 33599,63 × 0,12 = 4031,95тыс. руб.
2.2.5. Определяем общий фонд заработной платы:
| (7) |
Зобщ =3осн + Зд, тыс. руб.
Зобщ = 22509,28 + 2701,11 = 25210,39 тыс. руб.
2.2.6.Отчисления на социальное страхование составляет 34% от общего фонда заработной платы:
| (8) |
Сотч = 3общ × 0,34, тыс. руб.
Сотч = 25210,39 × 0,34 = 8571,53 тыс. руб.
2.3. Cоставление сметы затрат на создание валковой дробилки.
2.3.1. Находим общепроизводственные расходы, они составляют 50-180% от основного фонда заработной платы:
| (9) |
Пр = 3осн × (0,5  1,8),тыс. руб.
1,8),тыс. руб.
Пр = 22509,28 ×1,2 = 27011,13 тыс. руб.
Общепроизводственные расходы включают затраты, связанные с обслуживанием и организацией производства и управления цехом, а именно: оплата труда управленческого и обслуживающего персонала цеха, вспомогательных рабочих; амортизация; расходы на ремонт основных производственных средств; охрану труда работников, содержание и эксплуатацию оборудования, сигнализацию, отопление, освещение, водоснабжение цеха и др.
2.3.3.Находим общехозяйственные расходы, они составляют 210-270% от основного фонда заработной платы:
| (10) |
Ор = 3осн × (2,1 2,7), тыс. руб.
Ор =22509,28 ×2,5 = 56273,2 тыс. руб.
Общехозяйственные расходы включают затраты, связанные с обслуживанием и организацией производства и управления в целом: командировочные, канцелярские, почтово-телеграфные и телефонные расходы; амортизация; расходы на ремонт и эксплуатацию основных производственных средств; отопление, освещение, водоснабжение заводоуправления, на охрану, сигнализацию, содержание легкового автотранспорта.
Смета затрат на создание оборудования составляется по форме приведенной в таблице 2.
| Таблица 2.Смета затрат на создание оборудования. |
| Статьи затрат | Обозначение | Сумма, тыс. руб. |
| Затраты на материальные ресурсы | Зм | 27504,84 |
| Затраты на комплектующие | Зк | 17289,8 |
| Основная заработная плата | Зосн | 22509,28 |
| Дополнительная заработная плата | Зд | 2701,11 |
| Отчисления на социальное страхование | Сотч | 8571,53 |
| Общепроизводственные расходы | Пр | 27011,13 |
| Общехозяйственные расходы | Ор | 56273,2 |
| Затраты на разработку проектно-сметной документации - 2 % от всех перечисленных затрат | Рд | 3237,21 |
| Итого по смете | К | 165098,1 |