МДК0201 Теплотехническое оборудование. Занятие №11.
Автомат АБ-6 (рис. 1) относится к выдувным машинам с капельным питанием и предназначен для изготовления бутылок емкостью до 1 л. Автомат содержит два периодически вращающихся стола, на одном из которых расположены шесть черновых, а на другом — шесть чистовых форм. На нижней единой плите закреплены колонны, вокруг которых вращаются столы.
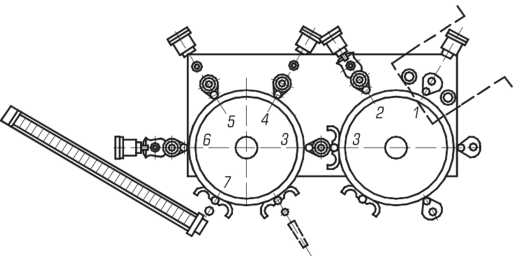
Рис. 1. Схема технологических операций на автомате АБ 6
Технологические операции на обоих столах начинаются с общей позиции 3, в которой пулька (заготовка) передается из черновой формы в чистовую.
В позиции 1 капля стекломассы подается в черновую форму, в верхней части которой расположена дутьевая головка для формирования горла бутылки, а в нижней — горловые кольца и узел плунжера.
Пулька в позиции 1 формуется, находясь в положении горлом вниз. Далее, при повороте стола на 60°, черновая форма на пути от позиции 1 до позиции 2 поворачивается на 180° и устанавливается горлом вниз. В позиции 2 осуществляется предварительный поддув пульки при закрытой сверху поддоном черновой форме. В позиции 3 при раскрытии черновой формы пулька удерживается в горловых кольцах.
В этот период чистовая форма, расположенная на другом столе, закрывается и пулька после раскрытия горловых колец остается в чистовой форме до окончательного выдувания изделия на позициях 5 и 4. Сформованная бутылка на позиции 7 вынимается из раскрывающейся чистовой формы и устанавливается на движущийся параллельный поддон. Далее готовое изделие транспортером подается в печь отжига.
Автомат АБ-6 (рис. 2) установлен на передвижной станине 6, на которой смонтированы пневматический привод рабочих органов и основные узлы агрегаты.
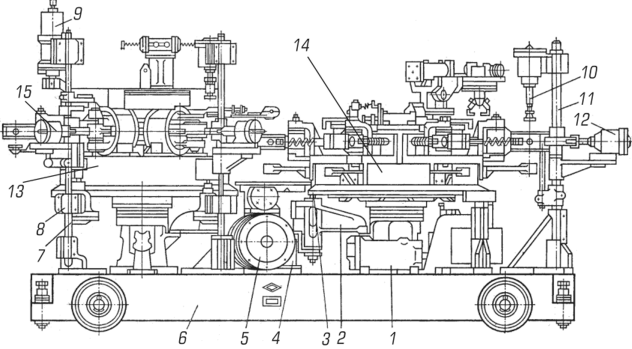
Рис. 2. Автомат АБ 6
Периодическое вращение столов черновых 13 и чистовых 14 форм осуществляется посредством венцовых шестерен, находящихся в зацеплении с центральной шестерней привода, имеющей удлиненные (корригированные) зубья. При рабочем ходе рейки главного цилиндра 5, закрепленного на станине 6, все три шестерни находятся в зацеплении, а при холостом — центральная шестерня, опускаясь пневмоцилиндром 4 вниз, остается в зацеплении только с рейкой главного цилиндра.
Во время остановки столов шпильки 3, закрепленные с помощью двух кронштейнов 2 на центральной шестерне, фиксируют их положение.
Замедление движения столов в конце каждого хода обеспечивается за счет создания воздушной подушки в тормозном цилиндре /, шестерня которого находится в постоянном зацеплении с венцовой шестерней стола чистовых форм.
Для накала стекломассы в позиции оформления пульки служит цилиндр 8 подъема и опускания металлического плунжера, закрепленный на стойке 7. На этой же стойке установлены дутьевая головка 9 и пневмоцилиндр 15 для зажима (запирания) половинок черновых форм. На стойках 11 установлены цилиндры запирания чистовых форм 12, а также дутьевые головки 10, которые обеспечивают окончательное выдувание изделия. Открытие черновых форм и горловых колец (в позиции передачи пульки), а также закрытие чистовых форм осуществляются с помощью пневмоцилиндров.
Автомат АБ-6 имеет следующие технические характеристики: производительность — до 27 шт./мин; количество черновых и чистовых форм — 6 шт.; рабочее давление сжатого воздуха — 0,18— 0,25 МПа; расход сжатого воздуха — 4,5 м3/мин; расход воздуха, подаваемого вентилятором, — 170—250 м3/мин.
Задание: 1. Подготовить конспект лекции в печатном word-документе.
2. Предоставить схемыдругихавтоматов капельного питания для производства стеклоизделий.
Срок выполнения 18.09.2020.