МДК0201 Теплотехническое оборудование. Занятие №8.
В стекольной промышленности имеется много типов стеклоформующих автоматических машин для выработки тары. Необходимым условием для хорошей работы этих машин является точная дозировка подаваемой в черновую форму стекломассы.
По способу питания стекломассой формующие машины делятся на машины с капельным и вакуумным питанием.
По характеру источника движения машины бывают пневматические, в которых привод машины и ее основных рабочих органов осуществляется сжатым воздухом, и механические, работающие от электродвигателей и механических устройств (рычагов, слайдеров и т. д.).
По способу изготовления изделий машины делятся на прессовые, вырабатывающие изделия в один прием — прессованием, прессовыдувные, в которых пулька оформляется прессованием, а изделие из нее — выдуванием, выдувные, в которых пулька и изделие из нее выдуваются сжатым воздухом.
По расположению и направлению технологического процесса выработки машины бывают трех типов: карусельные, секционные и конвейерные.
Карусельные автоматы могут быть цикличными - с прерывистым вращением столов и роторными – с непрерывным вращением столов. Особенность карусельных автоматов – подача порции стекломассы непосредственно под очком питателя. Благодаря вращению столов под очко питателя подходят последовательно все формы автоматов. Это обстоятельство делает конструкцию автоматов сравнительно компактной и даёт возможность применять её в низких зданиях цехов. Карусельные автоматы могут иметь 6, 7, 8, 10 и 12 форм. Формовые комплекты выполняются одно - или двухместными. Существенным недостатком карусельных автоматов является необходимость полного останова при неисправности одного из узлов. К стеклоформующим карусельным автоматам относятся 2ЛАМ, АБ-6, ВВ-7, ВВ-12, 2ПВМ-12А, ПВМ-12А, 2ПВМ-3, 2-ЛАМ, АБ-6 (Россия), "Линч-10" и "Линч-16В" (США), "Руаран"-R-7 и S-10 (Бельгия).
На карусельных цикличных автоматах впервые стали изготовлять бутылки. Эти автоматы эксплуатируются и сейчас (2ЛАМ, АБ-6, "Линч-10", ПВМ-12). Автоматы данного типа могут работать при одно - или двухкапельном питании с 6 или 12 формами.
Последовательность операций в выдувных автоматах 2ЛАМ и АБ-6 показана на рис. 1. Капля 1, отрезанная ножницами питателя, падает в закрытую черновую форму, состоящую из двух половинок и установленную горлом вниз. Стекломасса не может сама заполнить пространство между внутренней поверхностью горлового кольца 2 и металлическим керном 3. Для оформления горла изделия на стекломассу в форме давят сжатым воздухом с помощью прессующей головки 4, которая опускается на черновую форму после подачи капли (позиция Г). Затем стол автомата поворачивается на 60º, в результате черновая форма на пути от позиции / до позиции // поворачивается на 180º, т. е. устанавливается горлом вверх. На позиции // производится предварительное выдувание с помощью дутьевой головки 5 пульки со стороны горла через углубление в стекломассе, сделанное керном на предыдущей позиции.
На позиции /// пулька передается из черновой формы в чистовую. При раскрывании черновой формы пулька удерживается в горловом кольце. Пока пулька еще висит в горловом кольце, половинки черновой формы открываются настолько, что открытые половинки чистовой формы могут ее обхватить. Одновременно с закрыванием чистовой формы открывается горловое кольцо и освобождает пульку. В чистовой форме на позициях чистового стола IV- VII готовое изделие выдувается и выдается на конвейер для подачи к печи отжига. На свободных позициях чернового и чистового столов происходит охлаждение, очистка и смазка форм.
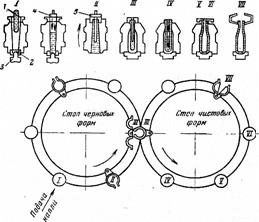
Рис. 1. Схема технологического процесса на карусельных машинах цикличного действия типа АБ-6:
/ — заполнение черновой формы и прессование горла; // — поворот черновой формы и предварительное выдувание пульки; /// — передача пульки в чистовую форму; IV — VI — выдувание изделия; VII — съем изделия; 1 — капля стекломассы; 2 — керн; 3 — горловое кольцо; 4 — прессующая головка; 5 — дутьевая головка
Автомат "Линч-10" формует изделия подобным же способом, но имеет следующие отличия и особенности:
• приём капли начинается на позицию раньше, чем на автоматах 2ЛАМ и АБ-6;
• выдувание пульки происходит в положении горлом вниз;
• черновая форма приоткрывается сразу после ее переворачивания, что улучшает условия вторичного разогревания пульки (поверхностных затвердевших слоев);
• изделия выдуваются проточным воздухом, что ускоряет фиксацию их формы;
• формование горла возможно сжатым воздухом и с помощью вакуума.
Несмотря на ряд усовершенствований, производительность карусельных машин цикличного действия недостаточна. Основным препятствием на пути увеличения производительности является необходимость остановов стола для приема капли. Технологические операции выполняются в основном во время пауз. Вследствие прерывистого вращения столов возникают значительные инерционные нагрузки, отрицательно влияющие на долговечность и надежность оборудования.
В роторных непрерывно вращающихся автоматах для выработки бутылок в отличие от автоматов цикличного действия предусмотрено двухэтажное размещение черновых и чистовых форм. Выдувные карусельные автоматы роторного типа R-7 и созданные на их базе автоматы ВВ-7 имеют по семь черновых и чистовых комплектов (рис. 2).
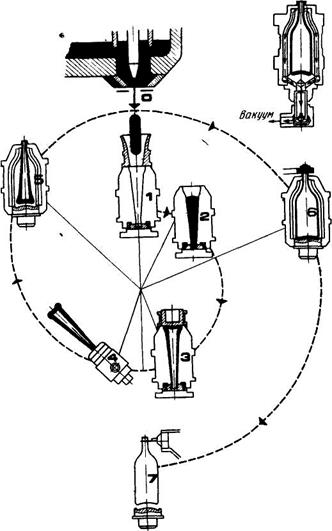
Рис. 2. Схема изготовления бутылки на автоматах R-7 иВВ-7:
0 -1 - подача капли в черновую форму;
2 - оформление горла с помощью вакуума; 3 - выдувание пульки;
4 - 5 - передачи в чистовую форму; 5-6 - выдувание бутылки;
7 — выдачаготового изделия на охлаждающий стол
Процесс формования изделий заключается в следующем. Перед приемом капли черновую форму смазывают с помощью двух форсунок высокого давления. В момент подачи капли в горловой части черновой формы создается вакуум. Действие вакуума прекращается после выхода из горловой части металлического плунжера. За это время направляющая воронка отводится в сторону, а обращенную дном вверх черновую форму замыкает сверху донный затвор. Происходит выдувание пульки снизу вверх. Затем черновая форма открывается и пулька, повернувшись с горловыми кольцами на 180º, переходит на чистовой стол, где после раскрывания горловых колец производится выдувание изделия. Перед раскрыванием чистовой формы действие вакуума прекращается, отставитель захватывает изделие за горловую часть и устанавливает его на охлаждающий столик.
Охлаждающий столик с решеткой снизу предназначен для охлаждения изделий снаружи. В отличие от автомата он совершает прерывистое движение. На столике можно устанавливать устройства для внутреннего охлаждения изделий или для оплавления горла.
Формы автомата охлаждаются воздухом, который поступает от вентилятора в полую центральную колонну, а затем через специальные каналы подводится к регулируемым воздушным патрубкам.
По принципу действия автоматы S-10 и ВВ;12 аналогичны автоматам ВВ-7 и R-7. Они, имеют механический привод и соответственно по 10 и 12 черновых и чистовых форм. Четные числа секций позволяют вырабатывать на автомате одновременно два вида изделий одинаковой массы, в том числе и изделия, имеющие разные высоту или диаметр горловой части. Автоматы предназначены главным образом для выработки бутылок средней вместимости (0,2—0,7 л).
Роторный шестипозиционный автомат ВВ-6 с вакуумным питанием предназначен для изготовления мелкой (вместимостью 0,01—0,1 л) стеклянной тары. Автоматы выпускаются с правым и левым вращением стола.
Формование изделий на автомате (рис. 3) начинается с опускания черновой формы 1 с горловым кольцом в выработочную часть ванной печи. При контакте заборной части формы с расплавленной стекломассой под действием вакуума она засасывается в черновую форму. Одновременно керном выдувной головки оформляется горло изделия (позиция I). После подъема черновой формы "хвост" стекломассы отсекается ножом (позицияII) и в нее подается сжатый воздух для предварительного выдувания пульки. При раскрывании черновой формы пулька удерживается в горловом кольце (позиция III). Раскрытая чистовая форма 2 с поддоном 3 поднимается (позиция IV) и закрывается вокруг пульки, а через выдувную головку подается сжатый воздух (позиции V-VI). Затем горловые кольца раскрываются и готовое изделие в чистовой форме опускается для окончательного охлаждения. При раскрывании и подъеме чистовой формы готовое изделие попадает на приемный конвейер.
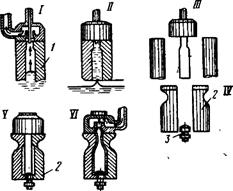
Рис. 3. Схема работы автомата ВВ-6
Задание: 1. Подготовить конспект лекции в печатном word-документе.
2. Предоставить схемыконструкций автоматов для горячего прессования стеклоизделий.
Срок выполнения 14.09.2020.