Говоря о стоматологической керамике, часто используют два термина для обозначения данного класса восстановительных материалов - керамика и фарфор. По определению энциклопедического словаря (Энциклопедический словарь, М., «Сов. энциклопедия», 1985), слово «керамика» произошло от греческого keramike - гончарное искусство (ker- amos-глина). К керамике относят изделия и материалы, полученные спеканием глин и их смесей с минеральными добавками, а также оксидами и другими неорганическими соединениями. Фарфор - это белая полупрозрачная (прозрачная) керамика, которую обжигают до глазурованного состояния.
С развитием стоматологического материаловедения и совершенствованием материалов для восстановления зубов применение керамических материалов существенно расширилось (схема 10.1).
Схема 10.1. Виды зубных протезов из керамики

В общем виде состав керамики представляет собой смесь полевого шпата, каолина, кварца и красителей. Полевой шпат является очень распространенным минералом, входящим в состав гранита и других горных пород. Температура его плавления от 1150 до 1200 °С. Полевые шпаты, используемые для стоматологического фарфора, представляют собой смеси натриевого и калиевого полевого шпата. Натриевый полевой шпат называется альбитом, калиевый - микроклином или ортоклазом. Последний - основной материал для получения стоматологической фарфоровой массы.
Каолин, или белая глина, представляет собой продукт разрушения горных пород, состоящий в основном из минерала каолинита, который является соединением алюминия и кремневой кислоты. Каолин - гидратированный алюмосиликат, который действует в качестве связки, повышая способность необожженного фарфора к моделированию. Из-за непрозрачности в состав стоматологической керамики его добавляют только в очень маленьких количествах, если вообще добавляют. При нагревании до температуры 1350 °С каолин спекается, а при нагревании до 1850 °С - плавится.
Кварц - самый распространенный минерал. По своему химическому составу он является ангидридом кремниевой кислоты. В природе встречается в виде прозрачных призм, которые называют горным хрусталем. В зависимости от примесей кварц может принимать различные оттенки. Температура плавления кварца 1800 °С. При расплавлении он превращается в стекловидную массу высокой прочности.
Для окрашивания стоматологического фарфора применяют различные оксиды металлов - железа, титана, кобальта и хрома. В состав фарфоровой массы вводят и другие компоненты. Например, плавни (флюсы). Эти вещества понижают температуру плавления фарфоровой массы (карбонат натрия, карбонат кальция и др.). Температура их плавления не выше 800 °С. Пластификаторы - вещества, которые вводят в фарфоровые массы, не содержащие каолина. В качестве пластификаторов используют органические вещества (декстрин, крахмал, сахар), которые полностью выгорают при обжиге. Эти вещества необходимы для придания пластичности фарфоровой массе во влажном состоянии.
Сравнивая составы бытового и стоматологического фарфора, можно легко заметить, что в составе последнего преобладает полевой шпат, а в бытовом - каолин (табл. 10.1).
Таблица 10.1
Сравнение составов бытового и стоматологического фарфора*

В зависимости от соотношения основных компонентов - полевого шпата, каолина и кварца, а также некоторых добавок, фарфор может быть тугоплавким (высокотемпературным), среднеплавким (среднетемпературным) и низкоплавким (низкотемпературным).
Стоматологические фарфоровые массы получают смешиванием исходных компонентов, сплавлением их и затем резким охлаждением в воде. Большое значение имеет тщательный контроль чистоты исходного сырья. Смесь (шихту) помещают в шамотовые тигли и проводят обжиг до получения расплава - стекломассы, которую затем резко охлаждают. В результате такого охлаждения в массе возникают внутренние напряжения, которые приводят к ее растрескиванию. Этот процесс называют фриттованием, а полученный в результате его продукт фриттой. Фритта, как хрупкий материал, легко размалывается в тонкий порошок. Фриттование способствует перемешиванию составных частей массы.
Окрашивание и получение различных оттенков стоматологических фарфоровых масс осуществляют добавлением к порошку шихты окрашивающих пигментов. Во время предварительного плавления (фриттования) между компонентами проходят пирохимические реакции и связанные с ними усадочные процессы.
Во время последующих обжигов керамических масс в зуботехнической лаборатории порошки фарфоровых масс сплавляются или точнее спекаются при обжиге с образованием восстановительного протеза. Температура этого обжига зависит от состава фарфора и ее следует тщательно контролировать, чтобы получить нужную структуру материала и свести к минимуму пиропластическое течение.
Многочисленными микроскопическими исследованиями установлены следующие структурные элементы фарфора (рис. 10.1): стекловидная изотропная фаза, состоящая из полевошпатного стекла; не растворившиеся в стекле оплавленные частицы кварца; кристаллы лейцита, распределенные в аморфном полевошпатном стекле; микропоры.
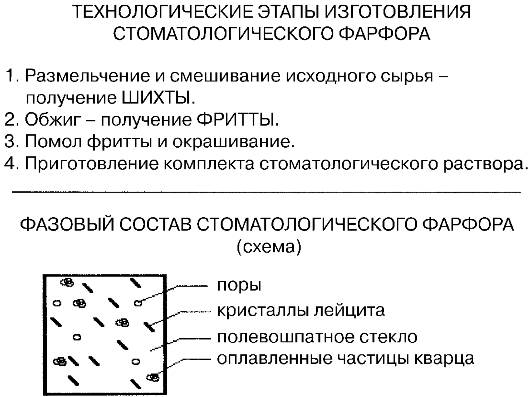
Рис. 10.1. Технологические этапы получения стоматологического фарфора и его структура
Количество стеклофазы возрастает при повышении температуры плавления и увеличении времени плавки. Нерастворившиеся частицы кварца вместе с кристаллами лейцита образуют скелет структуры фарфора.
Важное влияние на свойства фарфора оказывает пористость. Закрытая пористость влияет и на эстетические свойства (уменьшение прозрачности керамического восстановления), и на механическую прочность фарфора. Наибольшую пористость масса имеет перед началом спекания, по мере образования стекловидной фазы пористость снижается, повышается плотность материала и, соответственно, сокращаются размеры изделия.
Каждый комплект или набор керамического материала, поступающий в зуботехническую лабораторию, содержит около дюжины цветовых оттенков фарфоровых масс, по крайней мере, 3-х уровней прозрачности для послойного нанесения при изготовлении фарфоровой коронки. Непрозрачная керамическая масса, грунтовая или опаковая, предназначена для закрытия или маскирования поверхности металлического каркаса коронки, имеющей характерный цвет металла. Поверх грунтового слоя наносится основной слой фарфорового покрытия, который называют телом коронки или дентиновым слоем. Последний слой фарфора с высокой прозрачностью называется эмалевым или резцовым, он придает коронке естественный вид, образуя полупрозрачный режущий край (рис. 11.1).

Рис. 11.1. Структура металлокерамической коронки, создаваемая послойным нанесением керамических масс*
При обжиге частицы порошка фарфоровой массы соединяются в результате так называемого спекания. Обжиг в условиях вакуума снижает пористость фарфора. Первый обжиг фарфора называют бисквитным. После наложения резцовой массы проводят последний обжиг - глазурование. При достижении температуры глазурования на поверхности коронки образуется слой стекла, придающий ей гладкий блестящий вид, после чего коронка удаляется из печи и охлаждается.
Прочность фарфора аналогична прочности стекол и хрупких материалов вообще, определяется наличием в них разрывов или микротрещин. Таким образом, прочность при растяжении стекловидного стоматологического фарфора составляет примерно 35 МПа, в то время как прочность при сжатии - 517 МПа. Традиционно стоматологический фарфор испытывают на прочность при изгибе на образцах в виде балочек, при этом согласно стандарту для металлокерамических материалов ГОСТ Р 51736-2001 прочность при изгибе фарфора для облицовки металлических каркасов не должна быть ниже 50 МПа. Прочность фарфора, обожженного в вакууме, выше из-за сокращения в нем количества пор, а следовательно, дефектов структуры, создающих условия для концентрации напряжений. Стандарт устанавливает требования и к пористости фарфора - не более 16 пор диаметром 30 мкм на поверхности площадью 1 мм2. Регламентирует стандарт и коэффициент термического расширения (КТР), устанавливая показатель КТР фарфора близким показателю КТР для сплава, используемого для изготовления каркаса. Важным показателем качества фарфоровой массы для облицовки является показатель линейной усадки при обжиге, он не должен превышать 16%. Очень важен для комбинированных зубных протезов из металла и керамики показатель прочности соединения этих материалов. Прочность соединения керамики с металлом не должна быть ниже 25 МПа.
Для того чтобы устранить недостатки, присущие металлокерамическим протезам, возникающие, прежде всего, из-за сочетания разных по своей природе материалов - металла и керамики, стоматологи и материаловеды направили свои усилия на поиск материалов для изготовления зубных протезов, целиком состоящих из керамики, т.е. материалов для так называемых цельнокерамических протезов (схема 11.1).
Схема 11.1. Виды керамики для цельнокерамических зубных протезов

В настоящее время в ряде индустриальных стран проходит бурное развитие высоких технологий, связанных с производством керамических изделий. Некоторые из последних достижений химической технологии керамики были внедрены в зуботехнические лаборатории.
Цельнокерамические зубные протезы можно получать самыми разнообразными методами, начиная от литья и заканчивая фрезерной обработкой керамических блоков по компьютерной программе (CAD/CAM). С помощью одних методов можно изготовить только микропротезы (вкладки, накладки, виниры) и одиночные коронки, другие позволяют создать зубные протезы большей протяженности (схема 11.2).
Схема 11.2. Современные технологии изготовления цельнокерамических зубных протезов

CAD/CAM - системы, основанные на применении высоких технологий (Computer Aided Design/Computer Aided Manufacturing - компьютерное моделирование/компьютерное управление процессом изготовления): Cerec, Siemens, Германия; Duret Sopha Bioconcept, США; DCS President Швейцария. Изделия изготавливаются методом фрезерной обработки керамических блоков по компьютерной программе. Самая известная из систем CAD/CAM Procera (Швеция) предназначена для цельнокерамического каркаса, представляющего собой плотно спеченную керамику с высоким содержанием высокочистого оксида алюминия, который облицовывают низкотемпературным фарфором All Ceram.
Полимеры - вещества, молекулы которых состоят из большого числа повторяющихся звеньев. Основными исходными соединениями для получения полимерных материалов являются мономеры и олигомеры. Для облегчения переработки полимеров и придания им комплекса требуемых свойств в их состав вводят различные компоненты - наполнители, пластификаторы, стабилизаторы, красители, сшивагенты, антимикробные агенты.
Наполнители - вещества, придающие изделию прочность, твердость, теплопроводность, стойкость к действию агрессивных сред, липкость и другие физико-механические свойства. Наполнители по происхождению делятся на органические и минеральные, по структуре на порошкообразные и волокнистые. В качестве наполнителя применяют древесную муку, стекловолокно, порошки различных металлов, минералов.
Пластификаторы - вещества, придающие материалам пластичность в процессе обработки, и обеспечивающие эластичность готового материала. В качестве пластификаторов используют дибутилфтолат, диоктилфтолат и другие.
Стабилизаторы - вещеста, тормозящие старение полимеров. Применяются антиоксиданты, препятствующие окислению; фотостабилизаторы, ингибирующие фотолиз и фотоокисление; антиарды, препятствующие старению под действием излучения.
Красители применяют для окрашивания материалов, для получения эстетического эффекта и имитации мягких и твердых тканей. Для окраски полимеров используют различные органические красители и пигменты.
Сшивагенты - вещества, которые образуют поперечные связи между макромолекулами для повышения прочности полимерных материалов.
Антимикробные агенты - добавки, препятствующие зарождению и размножению микроорганизмов в полимерных материалах.
Антиоксиданты - это антиокислители, природные или синтетические вещества, способные тормозить или предотвращать процессы, приводящие к старению полимеров.
Классификация полимеров
1. По действию нагревания на свойства пластмасс:
- термопласты (при повышении температуры размягчаются, состав при этом не изменяется);
- обратимые термопласты (приобретают пластичность при нагревании, а при понижении температуры возвращаются в твердое состояние, при этом состав не изменяется). К ним относятся полиметилметакрилат, полистирол, капрон, поливинилхлорид, полиэтилен, фторопласт, поликарбонат и др.;
- реактопласты (термореактивные; необратимые полимеры), при нагревании до температуры 150-170°С, а иногда и без термического воздействия они теряют способность вторично размягчаться, при этом некоторые компоненты претерпевают химическое изменение или разрушаются. К этому виду пластмасс относятся бакелит, аминопласты, фенопласты и др.;
- термостабильные, при нагревании не переходят в пластичное соединение и сравнительно мало изменяются по физическим свойствам вплоть до температуры их термического разрушения.
2. По составу смеси: однокомпонентные, многокомпонентные, сополимерные (полимеры, содержащие в одной макромолекуле несколько типов мономерных звеньев).
3. По типу полимера:
- линейные (целлюлоза);
- разветвленные, имеют структуру, подобную крахмалу и гликогену;
- пространственные (сшитые), построены в основном как сополимеры;
- регулярные (целлюлоза);
- нерегулярные (нуклеиновые кислоты, белки).
4. По типу наполнителя.
5. По эксплуатационным характеристикам.
6. По числу атомов, входящих в молекулу: низкомолекулярные, высокомолекулярные, органические (полиэтилен, полиметилметакрилат, биополимеры), неорганические (силикаты).
7. По химической структуре мономера: гомоцептные, имеющие связи углерод-углерод и гетероцептные, имеющие кроме углеродных связей связи с атомами кислорода, серы, галогенами.
Классификация полимеров по назначению:
1. Основные, используемые для изготовления съемных и несъемных зубных протезов:
- базисные (жесткие) полимеры;
- эластические полимеры, или эластомеры (в том числе силиконовые, тиоколовые и полиэфирные оттискные массы);
- полимерные (пластмассовые) искусственные зубы;
- полимеры для замещения дефектов твердых тканей зубов (материалы для пломб, штифтовых зубов и вкладок);
- полимерные материалы для временных несъемных зубных протезов;
- полимеры облицовочные;
- полимеры реставрационные (быстротвердеющие).
2. Вспомогательные.
3. Клинические.
Пластмассы делятся на самотвердеющие, или холодного отвердения, т.е. затвердевающие при комнатной температуре, и пластмассы горячего отвердения, затвердевающие при термической обработке.
Процесс схватывания пластмассы проходит несколько стадий:
первая стадия – насыщения, заключается в смешивании порошка и жидкости, при этом не допускается наличия, как свободной жидкости, так и порошка. Оптимальным является объемное соотношение мономера к полимеру 1:3;
вторая стадия – песочная, масса напоминает смоченный водой песок;
третья стадия – тянущихся нитей, масса становится более вязкой, а при её растягивании появляются тонкие нити;
четвертая стадия – тестообразная, отличается еще большей плотностью и исчезновением тянущихся нитей при разрыве;
пятая стадия – резиноподобная или стадия затвердевания пластмассы.
Работают с пластмассой в тестообразной стадии. Пластмассы горячего отвердения при правильном режиме полимеризации содержат 0,5%, быстроотвердевающие – 3,5% остаточного мономера.
В ортопедической стоматологии применяются следующие виды пластмасс:
1. Акрилаты – на основе акриловой и метакриловой кислот. Несколько десятилетий удерживают первенство в стоматологии благодаря своим главным свойствам: относительно низкой токсичности, удобству переработки, химической стойкости, механической прочности, эстетическим качествам. Большинство материалов в качестве основного ингредиента содержат полиметилметакрилат (ПММА).
Представители:
а) «Этакрил» – синтетический материал на основе акрилового сополимера, окрашенного под цвет слизистой оболочки полости рта;
б) «Фторакс» – пластмасса горячего отверждения типа порошок-жидкость на основе фторсодержащих акриловых сополимеров. Состоит из порошка и жидкости. Протез из «Фторакса» обладает повышенной прочностью и эластичностью и хорошо гармонирует по цвету с мягкими тканями полости рта;
в) «Акронил» – сшитая и привитая пластмасса;
г) бесцветная пластмасса – на основе очищенного от стабилизатора полиметилметакрилата, содержащего антистаритель (тинувин). Состоит из порошка и жидкости.
Все перечисленные пластмассы применяются для изготовления базисов в бюгельных и съемных пластиночных протезах, ортодонтических аппаратах. Они являются пластмассами горячего отвердения. Бесцветная пластмасса применяется для изготовления базисов протезов в тех случаях, когда противопоказан окрашенный базис (аллергия на краситель), а также для других целей, когда необходим прозрачный базисный материал.
д) «Синма-74», «Синма-М» – пластмассы, выпускающиеся в виде порошков белого цвета разных оттенков, от ярко-белого до темно-коричневого, и жидкости. Пластмассы горячего отверждения применяется для изготовления коронок, небольших мостовидных протезов, фасеток.
К самоотвердевающим пластмассам этой группы относятся:
а) «Протакрил», «Редонт 01,02,03» – применяются для починок, перебазировки базисов съемных протезов, а также для изготовления простейших ортодонтических или ортопедических аппаратов;
б) «Норакрил», «Акрилоксид», «Стадонт», их отличительная особенность – наличие гаммы белых цветов от серого до коричневого оттенков. Применяются для коррекции пластмассовых коронок, мостовидных протезов;
в) «Карбопласт» – белая самоотвердевающая пластмасса, которая используется для изготовления индивидуальных ложек.
2. Эластические пластмассы подразделяются на: а) акриловые («Эладент», «ПМ», «Уфи-гель»); б) силиконовые («Ортосил», «Ортосил-М», «Боксил», «Моллосил»); в) полихлорвиниловые («Ортопласт», «Эластопласт»); г) уретандиметакрилатовые («Изозит»).
«Эладент» – представляет собой эластичную пластмассу на основе винакриловых сополимеров.
«Ортосил» – силиконовый эластичный материал, имеющий резиноподобную консистенцию, хорошо соединяется с пластмассами. «Эладент» и «Ортосил» применяют для изготовления двуслойных съемных протезов при необходимости создания мягкой прослойки, снижающей давление на подлежащие опорные ткани. В зависимости от показаний эластичный слой могут располагать по всей поверхности протеза, по границам базиса протеза, в отдельных участках базиса протеза, под искусственными зубами, создавая амортизатор, имитирующий пародонт.
«Боксил» – это пластмасса на основе наполненного силиконового каучука холодной вулканизации. Имеет белый цвет, становится резиноподобной после затвердевания. Предназначена для изготовления боксерских капп.
«Ортопласт» – эластический материал розового цвета, из которого изготавливают эктопротезы при дефектах мягких тканей лица. Имеет шесть оттенков.
«Эластопласт» – пластмасса розового цвета, горячего отвердения, служит основой боксерских капп.
«Изозит» – применяется как облицовочный материал при изготовлении металлопластмассовых конструкций зубных протезов. Пластмасса белого цвета с гаммой оттенков для дентина, пришеечной области, режущего края, что позволяет регулировать прозрачность и придавать зубам естественность и натуральность.
Применяются для изготовления: базиса съемных протезов, челюстно-лицевых и ортодонтических аппаратов, различных шин, искусственных зубов, покрытия для металлических частей несъемных протезов, коронок, металлополимерных имплантатов.
Эластичные пластмассы, помимо общих, должны отвечать следующим специфическим требованиям:
- обеспечивать прочное и долговременное соединение с материалом базиса, которое должно обладать минимальной адсорбирующей способностью по отношению к слюне и пищевым продуктам;
- благодаря своей высокой пластичности должны плотно прилегать к слизистой оболочке во время жевания, не вызывать ее раздражения и амортизировать жевательное давление, т.е. создавать удобства при пользовании протезом;
- не должны содержать ни внешних, ни внутренних пластификаторов, благодаря чему исключено отверждение подкладки из-за их вымывания;
- должны иметь хорошую смачиваемость при отсутствии набухания в условиях полости рта и постоянстве объема;
- начальная мягкость и эластичность подкладки должны быть стабильно эластичными в полости рта;
- не должны растворяться в полости рта;
- должны обладать высокими износоустойчивостью и цветостойкостью.
К недостаткам эластичных подкладок относятся:
- потеря эластичности из-за старения пластмассы уже через пол года;
- невозможность полирования эластомеров, рыхлость, делающая их негигиеничными;
- отсутствие оптимального краевого прилегания эластомеров к жестким базисным пластмассам;
- сложность обработки эластомеров режущим инструментом, а отсюда - возникновение проблем при коррекции базиса протеза.
Нарушение режима полимеризации приводит к дефектам готовых изделий (пузырьки, пористость, разводы, участки с повышенным внутренним напряжением), к растрескиванию, короблению и поломкам протеза.
Различают три вида пористости пластмасс: газовую, сжатие и гранулярную.
Газовая пористость обусловлена испарением мономера внутри полимеризующейся формовочной массы. Она возникает при опускании кюветы с пластмассовым тестом в гипсовой пресс - форме в кипящую воду. Данный вид пористости может также возникать при нагревании формы с большим количеством массы вследствие сложности отвода из нее излишков тепла, развивающегося в результате экзотермичности процесса полимеризации.
К пористости сжатия приводит недостаточное давление или недостаток формовочной массы, вследствие чего образуются пустоты. В отличие от газовой пористости она может возникнуть в любой области изделия.
Гранулярная пористость возникает из-за дефицита мономера в тех участках, где он может улетучиваться. Такое явление наблюдается при набухании мономер - полимерной массы в открытом сосуде. Поверхностные слои при этом плохо структурируются, представляют собой конгломерат «глыбок» или гранул материала.
В пластмассовых изделиях всегда имеются значительные внутренние остаточные напряжения, что приводит к растрескиванию и короблению. Они появляются в местах соприкосновения пластмассы с инородными материалами (фарфоровыми зубами, крампонами, металлическим каркасом, отростками кламмеров). Это результат различных коэффициентов линейного и объемного расширения пластмассы, фарфора, сплавов металлов.
Практическая работа