НАСТРОЙКА И НАЛАДКА
УНИВЕРСАЛЬНО-ФРЕЗЕРНОГО СТАНКА МОДЕЛИ 6Н81
Методические указания
для студентов дневного, вечернего и заочного обучения
Тула 2005
Разработали: В.В. Панин, канд. техн. наук, доцент,
Г.В. Сундуков, доцент
| Рассмотрено на заседании кафедры АСС. Протокол № 1 от 31.08.2005 г. Зав. кафедрой ___________________А.Н. Иноземцев |
ЦЕЛЬ РАБОТЫ
Целью работы является ознакомление с устройством, кинематикой и работой универсального горизонтально-фрезерного (универсально-фрезерного) станка модели 6Н81, применяемой оснасткой, настройкой и наладкой станка на выполнение некоторых операций.
Последовательность выполнения РАБОТЫ
1) Освоение теоретической части – изучение устройства, кинематики и работы станка по нижеследующим текстам, рисункам, схеме и непосредственно на станке.
2) Детальное ознакомление со станком, в том числе включение приводов на холостом ходу.
3) Выполнение индивидуальных заданий по расчёту настройки и наладке станка и универсальной делительной головки УДГ-135 (с выходом, при необходимости, к станку) и составление отчёта по работе.
4) Настройка и наладка станка для выполнения конкретной работы.
ВНИМАНИЕ: нахождение около станка и действия с ним допускаются
только в присутствии преподавателя или лаборанта!
Ознакомление с назначением, технической характеристикой,
Общим устройством и работой станка
Назначение станка и применяемые режущие инструменты
Станок предназначен для фрезерования различных деталей сравнительно небольших размеров в основном цилиндрическими, дисковыми, угловыми, фасонными и модульными фрезами в условиях индивидуального и серийного производства. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, сверл, зенкеров, разверток и тому подобных деталей (рис. 1).

Рис.1. Работы, выполняемые на универсально-фрезерных станках
Фрезерование – один из производительных и распространенных методов обработки металлов резанием. Оно осуществляется инструментом, называемым фрезой. Фреза – многозубый (многолезвийный) инструмент – представляет собой тело вращения, на образующей поверхности или на торце которого имеются зубья.
Разработана и используется широкая номенклатура стандартных и специальных фрез (рис. 2).
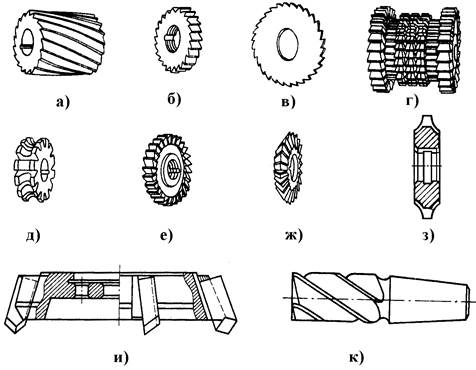
Рис. 2. Основные типы фрез:
а – цилиндрические для обработки плоскостей;
б – дисковые пазовые для обработки точных по ширине пазов;
в – отрезные для разрезки металла;
г – набор фрез для обработки поверхностей сложного профиля;
д – фасонные для обработки фасонных поверхностей;
е – дисковые трехсторонние для обработки менее точных по ширине пазов или уступов;
ж – угловые для обработки канавок;
з – дисковые модульные для обработки зубчатых колес;
и – торцовые для обработки плоскостей; к – концевые для обработки плоскостей, пазов, уступов, работы по копиру.
Материалом режущей части фрез являются быстрорежущие стали, твердые сплавы, металлокерамика, сверхтвердые синтетические материалы.
Фрезы, имеющие цилиндрический хвостовик, закрепляются в цанговых или других центрирующих ось фрезы патронах, а сам патрон крепится в шпинделе станка.
Фрезы с коническим хвостовиком могут крепиться непосредственно в шпинделе (рис. 3,а) или через втулку (рис. 3,б).
Коническое отверстие шпинделя в большинстве фрезерных станков имеет конусность 7:24. При этом угол конуса превышает угол трения и соединение оправки со шпинделем не является самотормозящим, что требует принудительной затяжки инструмента в шпиндель. Эта затяжка осуществляется так называемым шомполом – длинным винтом, пропущенным в отверстие шпинделя и ввернутым в резьбовое отверстие хвостовика фрезы или ее оправки.
Передача крутящего момента инструменту осуществляется двумя торцевыми шпонками (или поводками, или сухарями), закрепленными на шпинделе и входящими в пазы фрезы или фланца оправки фрезы.

а) б)
Рис. 3. Крепление фрез на станке:
1 – шомпол; 2 – шпиндель; 3 – фреза; 4 – оправка; 5 – торцевая шпонка
Цилиндрические насадные фрезы закрепляются на длинной оправке (рис. 4). Положение фрезы 3 вдоль оси фиксируется установочными кольцами 4. Оправка 2 одним концом крепится в шпинделе 1, а другим – в серьге (кронштейне) 5 станка.
 Рис. 4. Крепление насадной фрезы на длинной оправке
Рис. 4. Крепление насадной фрезы на длинной оправке
При консольном расположении инструмента насадные фрезы своим отверстием базируются на оправке 1 (рис. 5). Крутящий момент передается продольной шпонкой 2, а винт 3 закрепляет фрезу на оправке.

Рис. 5. Крепление насадной фрезы на оправке