Качественная оценка детали на технологичность.
Одним из важнейших этапов проектирования технологических процессов является анализ технологичности конструкции детали. Оценка технологичности может производиться количественно и качественно, с расчётом показателей технологичности по ГОСТ 14.201-83. При этом качественная оценка предшествует количественной и характеризует технологичность обобщённо.
Деталь ступица изготавливается из стали 40 ГОСТ 1050-88. Материал полностью соответствует условиям эксплуатации детали: обеспечивает заданную твердость, а, следовательно, и заданную износостойкость.
Что касается рациональности конструкции, то тут следует отметить, что конструкция детали обеспечивает надежность закрепления детали, в конструкции детали нет конструктивных нетехнологичных элементов (особо точных поверхностей и т.д.), конструкция детали обеспечивает удобство подвода инструмента, отвода стружки.
Количественная оценка технологичности.
Для количественной оценки технологичности детали используются показатели технологичности, как коэффициенты использования материала (Ким), точности обработки (Ктч), шероховатости поверхности (Кш) [6].
Коэффициент использования материала Ким.
 (1)
(1)
где Мд - масса детали;
Мз - масса заготовки.
Коэффициент точности обработки Ктч.
где Аср – средний квалитет точности обработки детали по всем поверхностям.
Коэффициент шероховатости поверхности Кш.

 (2)
(2)
где Бср - среднее числовое значение параметра шероховатости всех поверхностей детали.
Сравнивая полученные результаты с нормативными (Ктч > 0,8, Кш <0,32) можно сказать, что деталь технологична.
Методика расчета взята [6].
Таблица 2
Результаты анализа рабочего чертежа ступицы
| Наименование поверхности | Количество поверхностей | Параметр шероховатости, Ra | Квалитет точности |
| Наружная поверхность ф195 | 12.5 | ||
| Наружная поверхность ф170 | 12.5 | ||
| Наружная поверхность ф140h9 | 3.2 | ||
| Наружная поверхность ф75k6 | 1.25 | ||
| Наружная поверхность ф60k6 | 1.25 | ||
| Торцы | 12.5 | ||
| Наружная поверхность ф80 | 12.5 | ||
| Отв. ф12.5 | 12.5 | ||
| Отв. ф48 | 12.5 | ||
| фаски | 12.5 | ||
| Итого |
2. Определение типа производства
Тип производства по ГОСТ 3.1121-84 характеризуется коэффициентом закрепления операций (КЗ.О.):
1 < КЗ.О. < 10 – массовое и крупносерийное производство;
10 < КЗ.О. < 20 – среднесерийное производство;
20 < КЗ.О. < 40 – мелкосерийное производство;
40 < КЗ.О. – единичное производство.
Для приближенного определения типа производства воспользуемся таблицей 3.
Таблица 3
Зависимость типа производства от объема годового
выпуска и массы детали.
| Масса детали, кг | Тип производства | ||||
| Единичное | Мелко - серийное | Средне- серийное | Крупно- серийное | Массовое | |
| Объем годового выпуска деталей (N) шт. | |||||
| < 1,0 | <10 | 10…2000 | 2000…75000 | 75000…200000 | >200000 |
| 1,0…2,5 | <10 | 10…1000 | 1000…50000 | 50000…100000 | >100000 |
| 2,5…5,0 | <10 | 10…500 | 500…35000 | 35000…75000 | >75000 |
| 5,0…10,0 | <10 | 10…300 | 300…25000 | 25000…50000 | >50000 |
| >10,0 | <10 | 10…200 | 200…10000 | 10000…25000 | >25000 |
Т.к. масса детали около 7 кг и объем годового выпуска деталей N=1200 штук, то ориентировочно для дальнейших расчетов можно принять тип производства – среднесерийный.
3. Разработка чертежа заготовки
Для деталей типа тел вращения, с последующей обработкой на станках с ЧПУ выбираем горячую штамповку, выполненную на горизонтальных ковочных машинах. Так как деталь имеет форму тела вращения, массу, которая допускается при штамповке на ГКМ (до 30 кг.) и имеет подходящую форму.
Штамповка – это процесс деформации металла на кузнечнопрессовом оборудовании при помощи специального инструмента – штампа, рабочая полость которого определяет конфигурацию и размеры будущей заготовки.
Штамповка на ГКМ выполняют в штампах с двумя плоскостями разъема: одна – перпендикулярна оси заготовки между матрицей и пуансоном, вторая – вдоль оси, разделяет матрицу на неподвижную и подвижную половины, обеспечивающие зажим штампуемой заготовки. Благодаря осевому разъему матриц уклон в участках зажатия заготовки не требуется.
Найдем массу поковки:

Материал детали является сталь 40, поэтому поковка относится к группе сталей М3(табл.14. [1]). Степень сложности поковки – С2. Поковка пятого класса точности – Т4 (табл.15. [1]).
На основании М1 и С1, а также класса точности и массы поковки определяем исходный индекс и назначаем величины припусков и допусков на соответствующие размеры детали. Значения выбираем из таблиц приведенных в технической литературе. Исходный индекс 14(табл.16. [1]). Величины припусков и допусков приведены в таблице 4.
Таблица 4
Припуски и кузнечные напуски.
| Диаметр, толщина | Шероховатость | Припуск |
| 2.5 | 2.5 | |
| 12.5 | 2.0 | |
| 1.25 | 1.8 | |
| 12.5 | 1.8 | |
| 12.5 | 1.8 |
Дополнительные припуски
Смещение по поверхности разъема штампа – 0,4 мм (табл.18. [1]);
Отклонение от плоскостности – 0,6 мм (табл.19. [1]).
Размеры поковки, мм:
Толщина  ; принимаем 237 мм;
; принимаем 237 мм;
Диаметр  ; принимаем 201 мм;
; принимаем 201 мм;
Диаметр  ; принимаем 82 мм.
; принимаем 82 мм.
Диаметр  ; принимаем 118 мм.
; принимаем 118 мм.
Диаметр  ; принимаем 110 мм.
; принимаем 110 мм.
Допускаемые отклонения размеров (табл.22. [1]):
Диаметр мм,  мм,
мм,  мм,
мм,  мм,
мм,  мм
мм
Толщина  мм.
мм.
Себестоимость заготовки:
 ,
,
где Сi – базовая стоимость одной тонны заготовок, С = 300 руб.;
КТ, КС, КВ, КМ, КП – коэффициенты, зависящие соответственно от класса точности, группы сложности, массы, марки материала и объема производства
МЗ, МД - масса соответственно заготовки и детали: МЗ = 7,59 кг; МД = 5,06 кг.
Sотх - цена 1 т отходов, Sотх = 25 руб.
Коэффициенты: КТ = 1 – для штамповок нормальной точности;
КС = 1 – для штамповок 3 –ей группы сложности;
КВ = 0,93 – для заготовок массой от 3 до 10 кг;
КМ = 1,13 – для заготовок из стали 30ХГТ;
КП = 0.77 – для второй группы серийности.
S заг. =( ´12´1´1´0,93´1,13´0.77)-(12-7)´
´12´1´1´0,93´1,13´0.77)-(12-7)´  =2.16руб.
=2.16руб.
Затраты на годовой выпуск заготовок S = 2.16 ´1200 = 2594 руб. (по ценам 1981 г.).
Расчет себестоимости заготовки произведен по методике изложенной в технической литературе [2]. Данный метод расчета себестоимости является неточным, т.к. он не учитывает других факторов влияющих на себестоимость заготовки. Общий вид заготовки приведен на рис. 1:
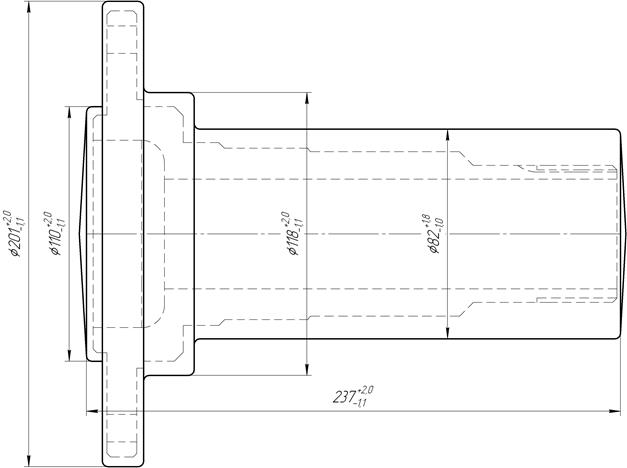
Рис. 1. Общий вид заготовки
4. Разработка маршрутного технологического процесса
Перед разработкой ТП необходимо получить и изучить информацию, которая делится на базовую, руководящую и справочную.
Базовая - сведения, содержащиеся в конструкторской документации на изделие, объем выпуска, сроки подготовки производства. Рабочий чертеж детали содержит все размеры, технические требования к качеству и шероховатости, марку и твердость материала.
Руководящая - сведения по развитию отрасли, план выпуска материала, средств технологического оснащения стандарты на технологические процессы.
Справочная - сведения о прогрессивных методах обработки, каталоги, номенклатурные справочники оборудования и оснастки. Материалы по выбору технологических нормативов (режимы обработки, припуски, расход материала и др.) и др. справочные материалы.
Всю механическую обработку разбивают по операциям и таким образом выявляют последовательность выполнения операций, их число для каждой операции выбирают оборудование и определяют конструктивную схему приспособления.
Задачей каждого предыдущего перехода является подготовка поверхности заготовки под последующую обработку, и каждый последующий метод (операция или переход) должен быть точнее предыдущего, т. е. обеспечивать более высокое значение показателей качества детали. Поэтому механическая обработка делится на:
· черновую обработку, когда удаляется большая часть припуска, что, позволяет обнаружить возможные дефекты заготовки; на первых одной - двух операциях. При базировании по черновым базам обрабатываются основные технологические базы;
· чистовую обработку, когда в основном обеспечивается требуемая точность:
далее идут операции местной обработки, по ранее обработанным поверхностям, отделочные операции, когда достигается требуемая шероховатость поверхности и окончательно обеспечивается точность детали.
Контроль в технологическом процессе предусмотрен с целью технологического обеспечения заданных параметров качества, обработанной детали.
Разработанный технологический процесс должен содержать общий план обработки детали, описание содержания операций технологического процесса и выбор типа оборудования. Он должен быть прогрессивным, обеспечивать повышение производительности труда и качества детали, сокращать материальные и трудовые затраты и быть экологически безопасным.
Построение технологического маршрута обработки во многом определяется конструктивно-технологическими особенностями детали. Выбор маршрутной технологии существенно зависит от типа производства, уровня автоматизации и применяемого оборудования.
При серийном производстве применяют универсальные станки с ЧПУ. Перспективным в серийном производстве является применение гибких производственных систем (линий, участков, цехов), особенно при наличии условий для групповой организации производства.
Выбор станка на операцию определяется возможностью изготовления на нем деталей необходимой конфигурации и размеров, а также обеспечения качества ее поверхности. Как пример, приведем маршрутный техпроцесс для изготовления ступицы.
Таблица 2.5
Расчет припусков
| № опер. | Наименование операции: | Оборудование: | Эскиз обработки: |
| Заготовительная | Штамповка | 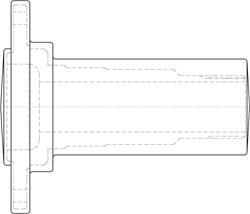
| |
| Токарная с ЧПУ | Токарный с ЧПУ 1П756Ф3 | 
| |
| Токарная с ЧПУ | Токарный с ЧПУ 16К20Ф3 | 
| |
| Фрезерная | Фрезерный 6М81Г | 
| |
| Сверлильная с ЧПУ | Сверлильный с ЧПУ 2Н150Ф2 | 
| |
| Шлифовальная | Шлифовальный 3А151 | 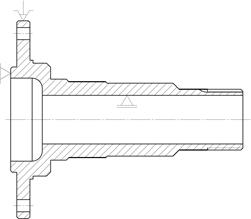
| |
| Моечная | Моечная машина | - | |
| Контрольная | Стол контрольный | - |
2.5. Расчет припусков
При проектировании технологических процессов механической обработки заготовок необходимо установить оптимальные припуски, которые обеспечили бы заданную точность и качество обрабатываемых поверхностей
Припуск – это слой металла, заготовки, назначаемый для компенсации погрешностей, возникающих как в процессе получения заготовки, так и в процессе ее механической обработки. Различают операционные и общие припуски на обработку. Операционным припуском является слой металла, который необходимо удалить с заготовки при выполнении операции (перехода).Общим припуском на обработку называется слой металла, который необходимо удалить с заготовки при выполнении всех операций (переходов) для получения окончательно обработанной поверхности детали. При обработке различают односторонние и двусторонние припуска. Припуск задается и измеряется по нормали к обработанной поверхности детали. Односторонний припуск всегда отсчитывается “на сторону”, двусторонний может отсчитываться на обе стороны: ”на диаметр”, ”на толщину”, ”на длину общей нормали”
Различают минимальные, номинальные, максимальные припуска конечной целью расчета припусков является установление операционных размеров и размеров заготовки, которые задаются их номинальными размерами с указанием допустимых отклонений. В качестве расчетного операционного припуска принят минимальный припуск Расчет номинальных операционных размеров и размеров заготовки производится на основе предварительно построенной схемы снятия общего припуска для принятого техпроцесса обработки и рассчитанных номинальных припусков на обработку при автоматическом получении размеров, установленными заранее на размер инструментами.
Минимальный припуск на обработку:
Припуск на сторону при последовательной обработке плоскостей:
 (3)
(3)
Припуск на две стороны при параллельной обработке противолежащих плоскостей:
 (4)
(4)
Припуск на диаметр при обработке наружных и внутренних поверхностей вращения:
 (5)
(5)
 - Высота неровностей профиля
- Высота неровностей профиля
 - Глубина дефектного слоя
- Глубина дефектного слоя
 - Суммарное значение пространственных отклонений
- Суммарное значение пространственных отклонений
 - Погрешность установки
- Погрешность установки
Максимальный припуск на обработку:
 (6)
(6)
 (7)
(7)
Номинальный припуск на обработку:
 (8)
(8)
 , где (9)
, где (9)
 - минимальный припуск
- минимальный припуск
 - допуск на переход
- допуск на переход
Операционные размеры:
При обработке отверстия
 (10)
(10)
При обработке наружной поверхности:
 (11)
(11)
Определение составляющих припуска:
и определяются по таблицам экономической точности
Суммарное значение пространственных отклонений
Для отверстия
 (12)
(12)
Для наружной поверхности:
 (13)
(13)
ечерн=0,06*езаг (14)
ечист=0,04*ечерн (15)
где есм и еэкс определяются по таблице (16)
екр –общая кривизна
екр=0,5*е0*D (16)
е0 – удельная кривизна 2 мкм/мм
D –диаметр
После термообработки е0 =0,8 мкм/мм
Погрешность установки:
 (17)
(17)
где Еб - погрешность базирования
Ез - погрешность закрепления
Еп - погрешность выверки приспособления
Расчет припусков на размер ф60k6:
Величины шероховатости поверхности и глубины дефектного слоя по видам обработки:
Заготовка:  ;
;
Точение черновое: 
Точение чистовое: 
Шлифование предварительное: 
Шлифование окончательное: 
Пространственная погрешность для заготовки определяется следующим образом:
 ,
,
где  - величина размера;
- величина размера;
 - удельная кривизна заготовки на 1 мм длины [6].
- удельная кривизна заготовки на 1 мм длины [6].
Для последующих операций:  ,
,
где  - коэффициент уточнения формы;
- коэффициент уточнения формы;
Черновое точение: 
Чистовое точение: 

Шлифование предварительное: 
Шлифование окончательное: 
Определим величину погрешности установки заготовки из таблиц 12 и 16 источника [6]:
Погрешность установки заготовки [20]: 
Погрешность установки на шлифовальной операции: 
Таблица 6
Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности  .
.
| Технологические переходы обработки поверхности: Æ60k6 | Элементы припуска | Расчётный припуск 2Zmin, мкм. | Расчётный диаметр dp, мм. | Допуск d, мкм. | Предельный размер | Предельное значение припуска | |||||
| Rz | T | r | e | dmin, мм. | dmax, мм. | 2Zminпр, мкм. | 2Zmaxпр, мкм. | ||||
| Заготовка | - | - | 62.366 | 62.4 | 65.2 | - | - | ||||
| Точение черновое | 60.502 | 60.51 | 60.72 | ||||||||
| Точение чистовое | - | 60.238 | 60.24 | 60.36 | |||||||
| Шлифование Предварительное | 60.084 | 60.084 | 60.13 | ||||||||
| Шлифование Окончательное | - | - | 60.002 | 60.002 | 60.015 | ||||||
| Суммарный припуск: |
Проверка:
6. Расчет режимов резания
Определим режимы резания на токарную операцию с ЧПУ 010. На первый переход – черновое точение и второй переход – чистовое точение и на третий переход нарезание резьбы и на сверлильную операцию с ЧПУ 020 на сверлильный переход.
Операция 010.