|
Допуск на ковку.
Допуском на ковку называют обусловленное чертежом допускаемое отклонение размеров готовой поковки от ее номинальных размеров, поставленных на чертеже

Припуски дают только на участках поковки, подвергаемых обработке резанием, а допуски необходимо предусматривать на всех участках поковки, в том числе и па тех, которые оставляют черными, т е. не подвергают механической обработке. Поэтому конструктор детали, оставляя те или иные участки поковки черными, должен знать, с какой точностью можно их отковать. Допуски на поперечные размеры (диаметр круга, стороны квадрата и т. п.) участков поковок, не подвергаемых механической обработке, составляют для диаметра 25 мм ~ ± 1 мм, для диаметра 200 мм ~ 2,5 мм. Допуски на обрабатываемые участки для облегчения изготовления поковки дают значительно больше, например для диаметра 200 мм ~ + 6-11 мм.
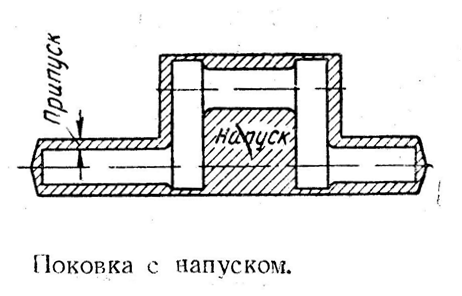 |
Напуском называется добавление некоторых объемов металла в поковке по сравнению с готовой деталью, к которому прибегают при необходимости упростить конфигурацию поковки в целях облегчения ее изготовления, например коленчатый вал без откованных кривошипных шеек. поковка без отверстия, имеющегося в готовой детали, и т. д. Напуски удаляют последующей обработкой резанием.
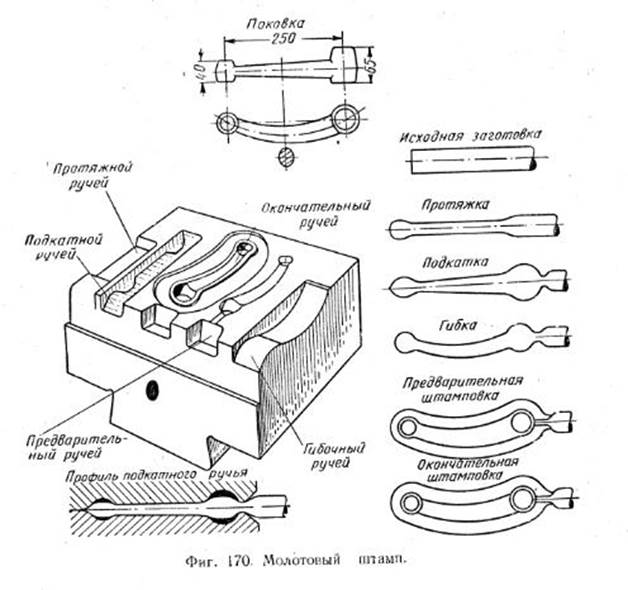
МОЛОТОВЫЕ ШТАМПЫ
Штампы молотов (молотовые штампы) состоят из двух частей — верхней и нижней половин, или верхнего штампа и нижнего штампа. Кроме того, штампы могут быть подкладными и закрепленными.
|

Нижнюю половину 1 подкладного штампа устанавливают на нижний боек 2 молота, затем в полость ее закладывают заготовку 3 и накрывают верхней половиной 4 штампа, которую направляют имеющимися в ней отверстиями 5 по штырям 6 запрессованным в нижней половине штампа. Штампуют ударами верхнего бойка 7 молота по верхней половине штампа. Штамповку в подкладных штампах производят на ковочных молотах и применяют лишь в мелкосерийном производстве, где основным методом производства поковок является свободная ковка.
Штамповку как метод основного производства осуществляют исключительно в закрепленных штампах на штамповочных молотах. При помощи ласточкиных хвостов и клиньев верхний штамп закрепляют в бабе молота, а нижний — в подштамповой плите, в свою очередь закрепленной тем же способом в шаботе молота.
Молотовые штампы, как правило, являются открытыми; в них на поковке в плоскости разъема штампов получается заусенец (облой), образующийся в результате вытекания металла в стороны за пределы фигуры, в зазор между верхним и нижним штампами, который в момент соприкосновения верхнего и нижнего штампов (фиг. 163) образует специальную полость для заусенца.
 |



Схема образования заусенца:
а - начальный момент штамповки; б — промежуточный; в — конечный; 1 —верхний штамп; 2 – нижний штамп; 3 —заготовка; 4 —заусенец; 5 — канавка для заусенца; г — закрытый штамп
Процесс штамповки на молотовом штампе.