8.4.1. Деталирование – это составление рабочих чертежей деталей по чертежу общего вида, сборочных чертежей.
Чертеж общего вида определяет конструкцию изделия, взаимодействие его основных составных частей и поясняет принцип работы изделия.
8.4.2. Порядок деталирования:
1. Прочитать сборочный чертеж, обратив особое внимание на форму деталей, их назначение и взаимодействие.
2. Мысленно расчленить изображение на отдельные детали, из которых оно состоит.
3. Выделить стандартные и прочие изделия, на которые не составляют рабочих чертежей.
4. Определить число изображений для каждой детали. Нельзя при этом механически копировать с чертежа общего вида (или сборочного чертежа) все изображения детали.
Число изображений должно быть минимальным, но достаточным для определения формы и размеров детали.
5. Отметить сопрягаемые поверхности деталей
Сопрягаемыми называются поверхности, взаимодействующие, с поверхностями других деталей, например, поверхности штифта и отверстия, в которое он входит, поверхности шпонки и паза, в который она закладывается.
6. Для сопрягаемых поверхностей согласовать размеры.
Номинальные размеры сопрягаемых поверхностей одинаковые
7. Выбрать масштаб изображения для каждой детали.
8. Выполняя деталировку надо каждую деталь вычерчивать на отдельном формате.
? Выполнить деталирование сборочных чертежей.
Цель: задания: приобрести навыки в чтении сборочного чертежа и •научиться разрабатывать рабочие чертежи деталей по этому чертежу.
Методические указания:
1. Ознакомиться с описанием сборочной единицы (см. далее)
прочитать сборочный чертеж. Выполнить следующие задания:
1) уяснить назначение и работу сборочной единицы;
2) назвать все изображения сборочного чертежа;
3) на главном изображении обвести по контуру корпус;
4) подсчитать резьбовые отверстия корпуса;
5) подсчитать цилиндрические поверхности (наружные и внутренние) корпуса.
2. По указанию преподавателя выполнить рабочие чертежи деталей и технический рисунок одной из них. Каждый рабочий чертеж разместить на отдельном стандартном формате бумаги – АЗ или А4.
3. Подобрать масштаб для выполнения рабочего чертежа. При этом рационально использовать поле листа – заполнить не менее 75 % его площади. Масштабы на рабочих чертежах не обязательно должны быть одинаковыми:
4. Установить количество изображений, исходя из того, что оно должно быть минимальным, но достаточным для полного представления о форме и размерах детали. Главное изображение детали на рабочем чертеже, как правило, располагают аналогично расположению ее на сборочном чертеже. Исключение составляют детали, изготовленные на токарном станке (валы, штоки, стержни, винты и т. п.), которые следует размещать так, чтобы их ось симметрии была параллельна основной надписи чертежа.
5. Все полости детали открыть при помощи разрезов, избегая применения штриховых линий.
6. Нанести все размеры, необходимые для изготовления детали, обращая особое внимание на совпадение сопрягаемых размеров. При определении размеров учитывать масштаб чертежа.
7. Нанести обозначения шероховатости поверхностей, исходя из технологии изготовления детали или ее назначения.
8. Снимая размеры деталей, пользуйтесь графиком пропорционального масштаба
1. Упор (рис.30) применяют в автоматических линиях обработки деталей резанием. Деталь подается из загрузочного барабана на транспортное устройство и ориентируется в осевом направлении под действием толкателя, который подводит ее к упору 3 (сталь 45 ГОСТ 1050-74). Сборочную единицу прикрепляют к станине транспортного устройства с помощью вилки 1 (СЧ ГОСТ 1412-79) с отверстиями диаметром 55 мм. Пружина 6 (проволока 2-11 ГОСТ 3282-74) одним концом упирается в корпус 2 (Ст5 ГОСТ 380-71), а другим – в тарелку 5 (Ст5 ГОСТ 380-71) и гасит ударные нагрузки, действующие на упор 3. Натяжение пружины регулируют упорной гайкой 4 (сталь 45 ГОСТ 1050-74) и гайкой 7 (М33 ГОСТ 5915-70) с шайбой 8 (33 ГОСТ 11371-78).
2. Предохранительный клапан (рис. 31) необходим для сброса чрезмерного давления Пара в плотно закрытых резервуарах (котлах). Действует автоматически. При повышенном давлении пар, проходя через штуцер 2 (Ст3 ГОСТ 380-71), поднимает клапан 3 (АЛ2 ГОСТ 2689-75) и поступает в корпус 1 (СЧ24 ГОСТ 1412-79), а оттуда через патрубок 6 (Ст3 ГОСТ 380-71) выходит наружу. При нормальном давлении пара клапан, прижатый пружиной 8 (проволока 2-11 ГОСТ 3282-74), не пропускает пара. Силу давления пружины регулируют нажимным болтом 4 (Ст5 ГОСТ 380-71) через тарелку 7 (Ст5 ГОСТ 380-71). Положение нажимного болта фиксируется гайкой 10 (М33 ГОСТ 5915-70). Патрубок прижимают к корпусу накидной гайкой 5 (Ст3 ГОСТ 5915-70). Между штуцером и корпусом для герметичности помещают •прокладку 9.
3. Угловой вентиль (рис. 32) перекрывает ток жидкости в трубопроводе. Клапан 4 (БрОЦСб-6-3 ГОСТ 613-79), закрывающий отверстие в корпусе 1 (БрОЦС6-6-3 ГОСТ 613-79), соединен со шпинделем 3 (БрОЦС6-6-3 ГОСТ 613-79) следующим образом: стержень клапана 4 имеет резьбу М12 х 1, такая же резьба нарезана в отверстии торца шпинделя 3. Клапан 4 ввинчивается в шпиндель, пока его резьбовая часть не окажется в расточке шпинделя. При вывинчивании последнего из корпуса шпиндель поднимает клапан и открывает вентиль. Уплотнение шпинделя в корпусе выполнено при помощи пеньковой набивки 7, которая проложена между кольцом 6 и нажимной втулкой 5 (обе детали из БрОЦС5-5-5 ГОСТ 613-79. Завинчивая накидную гайку 2 (БрОЦС6-6-3 ГОСТ 613-79), нажимают на втулку 5, которая уплотняет набивку 7. Кольцо 6 предохраняет резьбу от попадания в нее набивки 7.

4. Предохранительный клапан (рис. 33) предназначен для автоматического регулирования давления пара или воздуха в трубопроводах или резервуарах. Штуцер 2 (СЧ 15 ГОСТ 1412-79) ввинчивают в трубопровод или резервуар. Шток-клапан 3 (БрАЖ9-4Л ГОСТ 493-79) закрывает отверстие в штуцере, соприкасаясь притертой кольцевой поверхностью с поверхностью штуцера. Штуцер и корпус 1 (СЧ 15 ГОСТ 1412-79) соединены резьбой М60 х 2. Шток-клапан прижимается к штуцеру пружиной 6 (проволока 2-11 ГОСТ 3282-74), которую регулируют при помощи направляющей 4 (сталь 40 ГОСТ 1050-74) через тарелку 5 (сталь 40 ГОСТ 1050-74). При повышении давления в трубопроводе или резервуаре шток-клапан преодолевает усилие пружины 6, открывает отверстие в штуцере и выпускает пар или воздух через отверстие в корпусе. Как только давление уменьшится до необходимого, пружина 6 вновь прижмет шток-клапан к штуцеру.

5. Вентиль высокого давления (рис.34) применяет в резервуарах с давлением 10-15МПа. Ниппель 5 (БрЭДС6-6-6 ГОСТ 613—79) резьбой М18 х 1,5 ввинчивают в резервуар, а другим его концом – в корпус 1 (БрОЦС6-6-6 ГОСТ 613-79). При помощи резьбы М14 х 1,5 корпус присоединяют к трубопроводу. Отверстие в ниппеле 5 перекрывается конической поверхностью шпинделя 3 (БрОЦСб-6-6 ГОСТ613-79), который ввинчен в накидную гайку 2 (Ст6 ГОСТ 380-71). Герметичность между шпинделем и корпусом вентиля создается асбестовой набивкой 9 между кольцом 7 и втулкой 6 (обе детали из Ст3 ГОСТ 380-71) при навинчивании накидной гайки 2 на корпус 1. Шпиндель» вращают рукояткой 4 (Ст4 ГОСТ 380-71), закрепленной на шпинделе 3 цилиндрическим штифтом 8 (2 х 12 ГОСТ 3128-70).
6. Угловой кран (рис.35) монтируют на трубопроводе, чтобы регулировать подачу жидкости или газа. Шток 3 (Ст3 ГОСТ 380—71) пазом соединяется с клапаном 2 (сталь 45 ГОСТ 1050-74). При повороте маховичка 5 (сталь 35 ГОСТ 1050-74), насаженного на квадратный конец штока, клапан, перемещаясь по резьбе М12 х 1, регулирует поток жидкости или газа, который через верхнее отверстие в корпусе 1 (сталь 35 ГОСТ 380-71) попадает в трубопровод. Для создания герметичности применяют сальниковое устройство, состоящее из двух колец 6 (СтЗ ГОСТ 380-71) и набивки 8. Регулируют сальниковое устройство нажимной гайкой 4 (сталь 45 ГОСТ 1050-74). Установочным винтом 7 (М4 х 8 ГОСТ 1476-75) фиксируют маховичок 5 на штоке 3.
7. Пневматический цилиндр (рис. 36) служит для привода механизма, связанного со штоком 4 (Ст3 ГОСТ 380-71) и поршнем 2 (сталь 45 ГОСТ 1050-74). Влево поршень перемещается при подаче сжатого воздуха через канал I в полость корпуса 1 (сталь 45 ГОСТ 1050-74).
При этом канал II закрыт. Сжатый воздух воздействует на поршень 2 и перемещает его влево, сжимая пружину 6 (проволока 2-11 ГОСТ 3282-74). По прекращении поступления сжатого воздуха открывается канал, соединенный с атмосферой, и под действием пружины 6 поршень возвращается в исходное положение. Крышка 3 (сталь 45 ГОСТ 1050-74), посаженная на корпус на резьбе М42 х 1,5, закрывает его полость. Кольца 8, 9 и прокладка 7 нужны для создания герметичности. К штуцерам 5 (Ст3 ГОСТ 380-71) присоединяют шланги для сжатого воздуха.
8. Угловой кран (рис. 37) предназначен для регулирования подачи жидкости или газа по трубопроводам. Трубной резьбой G1 ¼ - А корпус 1 (СЧ 12 ГОСТ 1412-79) соединяют с трубопроводом. Чтобы открыть кран, нужно повернуть маховичок 5 (Ст3 ГОСТ 380-71), (скрепленный со штоком-клапаном 8 (сталь 45 ГОСТ 1050-74). При этом образуется зазор для прохода газа или жидкости. Шток-клапан на резьбе М36 х 1,5 перемещается в крышке 2 (сталь 35 ГОСТ 1050-74). Между крышкой и корпусом расположена прокладка 8, Сальниковое устройство, обеспечивающее герметичность крана, состоит из пеньковой набивки 11 кольца 7 и втулки 6 (последние две детали – из Ст3 ГОСТ 380-71). Регулируют сальник при помощи накидной гайки 4 (сталь 45 ГОСТ 1050-74). Маховичок 5 фиксируется на квадратном хвостовике штока-клапана винтом 5 (М10 х 50 ГОСТ 17473-86) с шайбой 10 (10 ГОСТ 11371-78).
9. Гидравлический цилиндр (рис.38) служит для привода механизма, связанного с вилкой 4 (Ст3 ГОСТ 380-71) и поршнем 2 (сталь 45 ГОСТ 1050-79). Через штуцеры 6 (Ст3 ГОСТ 380-71) масло поступает в полость корпуса 1 (БрАМц 10-2 ГОСТ 493-79). При подаче масла под давлением попеременно то с одной, то с другой стороны поршня 2 последний будет совершать возвратно-поступательные движения. Втулка 5 (Бр Амц 10-2 ГОСТ 493-79), прижатая накидной гайкой 3 (сталь 45 ГОСТ 1050-74), закрывает полость корпуса. Доя герметизации цилиндра применены уплотнительные кольца 7, 8 и 9 (по ГОСТ 6418-81).
10. Редуктор (рис.39) предназначен для понижения в 5-10 раз давления воздуха. На чертеже редуктор показан в закрытом состоянии, когда у входного канала давления нет и клапан 3 (сталь 30 ГОСТ 1059-74) под действием пружины 5 (сталь 65Г ГОСТ 1050-74) плотно прижат к седлу корпуса 1 (сталь 30 ГОСТ 1050-74); на корпус навинчен стакан 2 (сталь 30 ГОСТ 1050—74); для герметичности применяется прокладка 6 (медь М3 ГОСТ 859-78). Регулируют редуктор винтом 4 (сталь 45 ГОСТ 1050-74). Давление воздуха на выходе зависит от величины открытия клапана 3. После регулировки винт 4 законтривают гайкой 7 (М14 ГОСТ 5916-70). К кронштейну стенда редуктор крепят четырьмя винтами М12. При пользовании одним выходным отводом второй отвод закрывают.
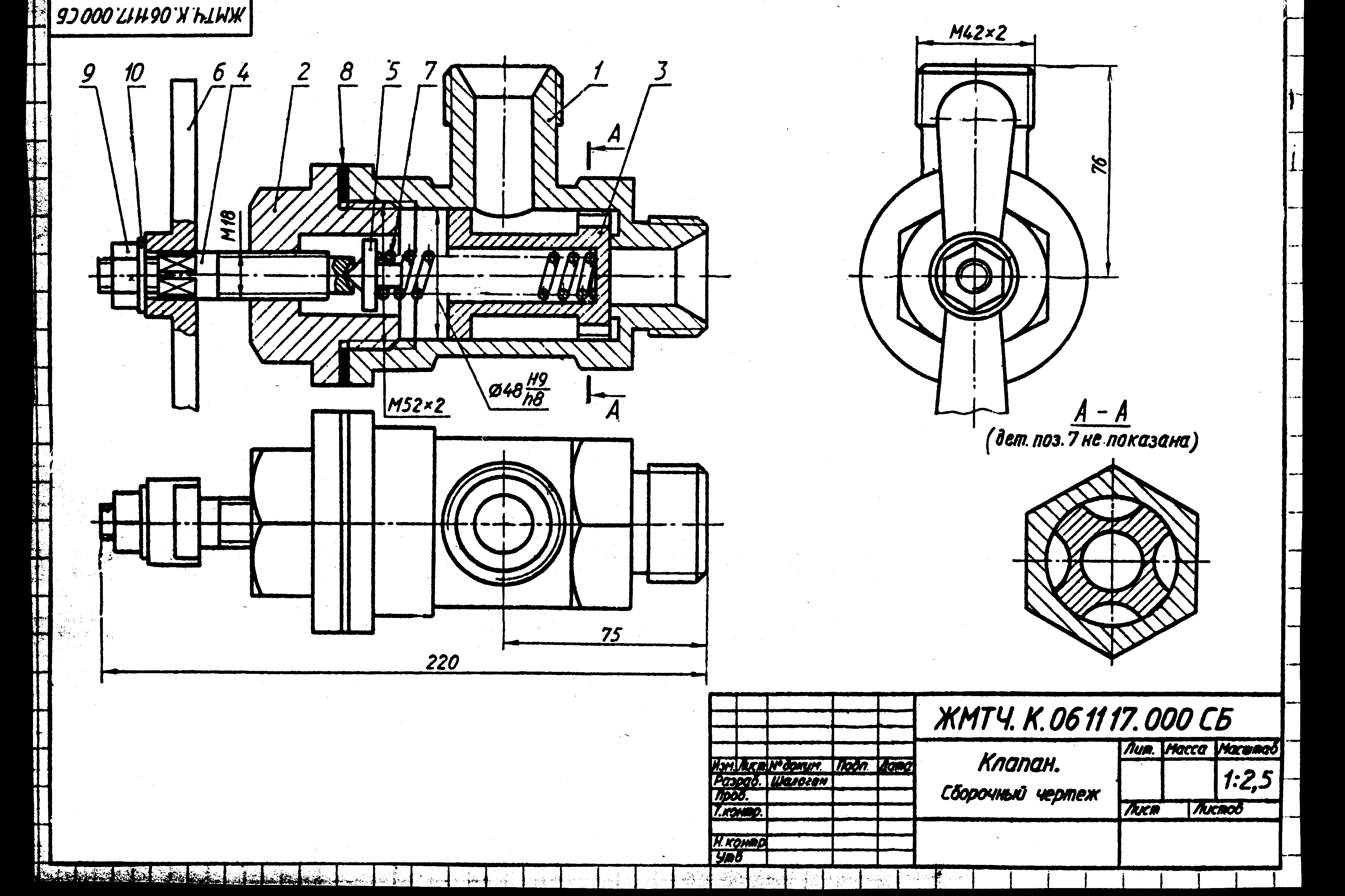
11. Клапан (рис.40) служит для регулирования предельного давления в пневмосистеме и предохранения ее от перегрузки. Регулируют клапан, вращая рукоятку б (АЛ9 ГОСТ 2685-75) совместно со шпинделем 4 (Д16 ГОСТ 4784-74). Шпиндель, перемещаясь в крышке 2 (АЛ9 ГОСТ 2685-75), через тарелку 5 (Д16 ГОСТ 4784-74) и пружину 7 (сталь 65Г ГОСТ 1050-74) прижимает клапан 3 (АЛ9 ГОСТ 2685-75) к кольцевому выступу корпуса 1 (АЛ9 ГОСТ 2685- 75). При повышении давления в сети усилие пружины 7 преодолевается, клапан 3 отходит от выступа в корпусе 1 и через образовавшийся зазор воздух из сети выходит в атмосферу через второй отвод в корпусе. При снижении давления до рабочего клапан 3 под действием пружины 7 вновь прижимается к выступу корпуса. Между крышкой 2 и корпусом 1 для герметичности устанавливают прокладку 8 (технический картон). Рукоятку 6 крепят к шпинделю 4 при помощи гайки 9 (М8 ГОСТ 5915-70) и шайбы 10 (8 ГОСТ 11371-78).
12. Люнет (рис. 41) применяют при обработке длинных деталей на станках. Корпус 1 (Ст6 ГОСТ 380-71) болтовыми соединениями крепят к кронштейну 3 (СтЗ ГОСТ 380-71), который устанавливают на каретке станка. В состав болтового соединения входят болт 8 с квадратной головкой (Ст3 ГОСТ 380-71), гайка 10 (М10 ГОСТ 5915-70) и шайба 12 (10 ГОСТ 11371-78). К корпусу 1 шарнирно на оси 5 (сталь 35 ГОСТ 1050-74) крепится крышка 2 (Ст6 ГОСТ 380- 71). Крышка прижимается к обрабатываемой детали откидным винтом 6 (Ст6 ГОСТ 380-71), укрепленным на оси 7 (сталь 35 ГОСТ 1050-74), и гайкой-барашком 11 (Мб ГОСТ 3032-76). В корпусе 1 и крышке 2 на винтах 9 (М5 ГОСТ 1491-80) установлены вкладыши 4 (СЧ15 ГОСТ 1412-79), соответствующие внешнему диаметру обрабатываемой детали. По мере изнашивания вкладыши заменяют.

ГЛАВА ДЕВЯТАЯ
Схемы
9.1. Схема – это чертеж, на котором показаны в виде условных изображений или обозначений составные части изделия и связи между ними.
9.1.1. Типы схем:
1. Кинематические
2. Электрические
3. Пневматические
Кинематические схемы
Кинематическая схема показывает последовательность передачи движения от двигателя через передаточный механизм к рабочим органам и их взаимосвязь.