Вибропрессовая машина с поршневым прессующим механизмом мод. 226. Большинство прессовых формовочных машин, работающих с низким удельным давлением прессования 0,2-0,4 МПа (2-4 кгс/см2), используется в мелкосерийном производстве. Они снабжаются вибраторами и представляют литой прессовый цилиндр (рис. 11.6), в котором перемещается прессовый поршень 2, несущий на себе стол 4 машины.
Прессовый механизм крепится к станине-колонке 5, на которой установлена прессовая траверса 6. Штифтоподъемный механизм 1 выполнен в блоке с прессовым цилиндром. Пуск воздуха в прессовый цилиндр во многих машинах производится автоматически при установке траверсы и подготовленного комплекта (модель, опока, смесь) в рабочее положение. С этой целью некоторые машины снабжаются автоматическим клапаном давления, который выключает машину по достижении заданного давления прессования.

В вибропрессовых машинах цилиндр вибратора 1 обычно составляет одно целое с прессовым поршнем и размещается в средней его части. В цилиндр запрессована чугунная втулка, которая служит направляющей для плунжера вибратора 3 и обеспечивает воздухораспределение при его работе.
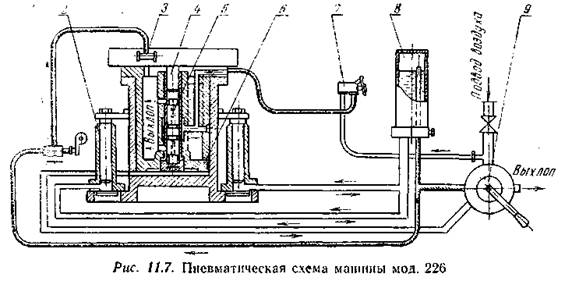
Вибратор включается в работу при нажатии коленного клапана 7. При этом воздух из магистрали (рис. 11.7) проходит по каналам прессового поршня и поднимает плунжер 5. Когда нижние отверстия каналов гильзы и плунжера совпадут, воздух подбросит плунжер вверх и ударит им по хвостовику стола 4. Затем плунжер падает вниз, и процесс повторяется. Движение плунжера происходит до тех пор, пока нажат коленный клапан 7.
При повороте рукоятки воздухораспределителя 9 в положение прессования воздух проходит под прессовый поршень 6, поднимает его и прижимает опоку к прессовой плите. При обратном повороте рукоятки воздух выйдет из цилиндра и поршень со столом и опокой опустится. Затем рукоятка воздухораспределителя устанавливается на вытяжку, воздух попадает в резервуар с маслом 8 и выдавливает его под поршни вытяжных цилиндров 2. Поперечины штоков посредством рычагов связаны с уравнительным валом, поэтому штифты поднимаются равномерно без перекоса. Винт уравнительного вала нажимает на шпиндель проходного клапана 1, и воздух приводит в действие специальный вибратор для расталкивания модели при ее вытяжке 3.
Прессовая формовочная машина мод. ПФ-5.
На рис. 89 представлена схема пневматической поршневой прессовой формовочной машины ПФ-5 челночного типа со средним давлением и нижним прессованием. Машина предназначена для изготовления полуформ сравнительно малой высоты. Верхние траверсы 1 и нижние 7 соединены колонками 6 и гайками 2 в замкнутую жесткую раму. Нижние траверсы установлены на фундамент. Прессовый цилиндр 8 жестко связан с нижними траверсами и горизонтальными направляющими балками 5, на которых смонтированы пара направляющих рельсовых путей 4 для перемещения столов 3 и 17. Поршень 9 скреплен с промежуточным столом 10, па который опираются два пустотелых стакана 12 подвижных столов. Перемещение столов 3 и 17 осуществляется пневмоцилиндрами 19. Опока 16 и наполнительная рамка 14 фиксируется направляющими штырями 15.
При подаче сжатого воздуха под прессовый поршень 9 промежуточный стол 10 совместно со стаканами 12, модельной плитой 13 и моделью движутся вверх. Происходит перемещение формовочной смеси из наполнительной рамки 14 в опоку 16, т. е. прессование.

По окончании прессования подвижный стол 3 с полуформой уходит вниз и стол садится на рельсы 4. Подвижный стол продолжает опускаться, протягивая при этом модель из готовой полуформы.
После протяжки модели стол 3 уходит влево, готовая полуформа снимается, за это время тележка 17 с опокой 16 и смесью установились на позицию прессования и протяжки модели. Далее цикл повторяется. В то время, когда формовщик снимает готовую полуформу 18 с правого стола, обдувает модель, устанавливает на него опоку и засыпает в опоку смесь, на левом столе производится прессование второй полуформы. Регулировка плотности формы производится путем изменения высоты слоя смеси. Для этих целей служат специальные упорные болты (на схеме не показаны), ограничивающие положение модельной плиты 13 по отношению к наполнительной рамке.
В зависимости от высоты опок верхняя траверса 1 может перемещаться вверх или вниз гайками 2. Ход прессовой плиты регулируется гайками 11. Величину хода прессования устанавливают с таким расчетом, чтобы плоскость модельной плиты при прессовании не доходила до плоскости лада опоки на 0,2—0,3 мм во избежание образования заливов по разъему спаренных опок.
Вибропрессовая пневматическая формовочная машина мод. 226. На рис. 90 показана вибропрессовая пневматическая формовочная машина с нижним прессованием, предназначенная для изготовления форм в опоках малого размера по односторонней модельной плите.
Станина 1 машины является одновременно цилиндром для прессового поршня 3. Центральная часть поршня, в которую запрессована гильза 5, служит цилиндром для плунжера 6 вибратора. В эту же гильзу входит хвостовик стола 7 машины. К станине жестко прикреплена колонна 10 с траверсой 11 и прессовой плитой 12. К основанию станины прикреплены два цилиндра 2 протяжного механизма.
При работе машины сжатый воздух проходит под прессовый поршень 3, поднимает его, производя при этом прессование смеси. Одновременно рабочий нажимает коленный клапан 4, и воздух по вертикальному каналу а и по нижнему горизонтальному каналу в теле прессового поршня 3 проходит в кольцевую выточку плунжера 6, оттуда по горизонтальному и осевому каналам под нижний торец плунжера. Плунжер движется вверх и ударяется о хвостовик стола 7 машины. В конце движения вверх верхняя выточка на плунжере совмещается с верхним горизонтальным каналом в корпусе прессового поршня, и сжатый воздух начинает поступать в верхнюю полость над плунжером. Одновременно нижний торец плунжера открывает выхлопное отверстие в стенке гильзы, и нижняя полость соединяется с атмосферой. После удара о хвостовик стола плунжер начинает двигаться вниз, открывая выхлопное отверстие в верхней полости; одновременно воздух начинает подаваться в нижнюю полость и плунжер, не успевая дойти до нижнего положения, снова начинает двигаться вверх. Поэтому плунжер производит удары только о хвостовик стола 7.

Таким образом, смесь уплотняется под действием прессования и одновременной вибрации, что способствует более равномерному распределению плотности но сечениям формы. Время виброуплотнения подбирают опытным путем.
После опускания стола 7 траверса 11 отводится и включается механизм вытяжки модели. Для этого в масляный бак 23 подается воздух, и масло по трубопроводам поступает под поршни 8 цилиндров 2 протяжного механизма. На штоке каждого поршня смонтированы траверсы 19, на которых закреплены два съемных упора 18, и четыре серьги 16. В пазах серег установлены штифты 15. Обе траверсы кинематически связаны серьгами 20, рычагами 21 и уравнительным валом 22, чем обеспечивается одновременный подъем всех четырех штифтов 15. Гидропневматический привод позволяет производить плавный подъем штифтов.
При подаче масла под поршни 8 последние поднимают траверсы 19 с штифтами 15, которые упираются в торец стенки опоки и поднимают форму: модель извлекается из смеси. Одновременно автоматически включается вибратор 17, укрепленный на столе 7, чем облегчается отделение модели от смеси. После съема готовой полуформы воздух из масляного бака 23 выпускается и траверсы 19 со штифтами опускаются.
В зависимости от высоты опок прессовую плиту 12 можно установить на нужную высоту с помощью винта 13 и гайки 14. Ход прессового поршня вверх ограничивается шпильками 9, которые одновременно препятствуют повороту поршня вокруг оси.