Структура - это в общем случае взаимное расположение и характер связей между элементами, образующими целостную систему.
Литейная форма - пористая среда с широкой сетью разветвленных поровых каналов. Любая формовочная смесь, образующая литейную форму, состоит из двух основных составляющих: зерновой и связующей, а также из атмосферы, заполняющей поры смеси. Зерновая составляющая - это в большинстве случаев кварцевый песок, а в качестве связующей наиболее часто применяют огнеупорную глину или бентонит, а также смеси различных органических и неорганических клеящих веществ. Кроме того, в смеси для улучшения их свойств вводят специальные добавки.
Кварцевый песок, применяемый в литейном производстве, состоит из зерен неправильной формы и различных размеров, поэтому структура уплотненной формовочной смеси аналогична структуре естественных грунтов, также состоящих из частиц разнообразной формы и различных размеров. Следовательно, закономерности, полученные при исследовании грунтов, могут быть использованы при изучении структуры и свойств уплотненной формовочной смеси. Известно понятие об идеальной и фиктивной моделях грунта.
За идеальную модель смеси принимается такая структура, где все поры цилиндрические и их оси параллельны между собой (рис. 2.1).
 Рис. 2.1. Структура идеальной формовочной смеси
Рис. 2.1. Структура идеальной формовочной смеси
|
Такая модель далека от реальной формы, но дает возможность в первом приближении оценить структуру уплотненной формовочной смеси. К ней можно применить закон Пуазейля для течения жидкости в капиллярах.
Фиктивная модель смеси представляет собой набор шарообразных частиц равного диаметра (рис. 2.2).
 Рис. 2.2. Структура фиктивной формовочной смеси
Рис. 2.2. Структура фиктивной формовочной смеси
|
Эта модель ближе к реальной литейной форме. Для уяснения структуры смеси можно заменить ее моделью, состоящей из жестких сфер одинакового размера, скрепленных между собой точечными контактами через пленку связующей добавки. Расстояние между центрами любой пары соприкасающихся сфер равно их удвоенному радиусу.
 Рис. 2.3. Микроструктура идеальной формовочной смеси при различных степенях уплотнения: а - рыхлая смесь: 6 - кубическая упаковка: в - гексагональная упаковка
Рис. 2.3. Микроструктура идеальной формовочной смеси при различных степенях уплотнения: а - рыхлая смесь: 6 - кубическая упаковка: в - гексагональная упаковка
|
В неуплотненном состоянии сферы образуют рыхлую систему, в которой пористость составляет 70% (и более); в этом случае общая плотность при плотности кварцевых зерен 2,6 г/см3, будет около 1 г/см3, смежные сферы могут создавать многочисленные “арки” (рис. 2.3,а). При элементарном уплотнении сферы образуют кубическую систему. Ромбоэдр, построенный в плоскости, пересекающей центры соприкасающихся сфер, в этом случае является квадратом с углом 90° (рис. 2.3,б). При гексагональной упаковке ромбоэдр имеет острые углы 60° (рис. 2.3,в). Пористость уплотнений системы т зависит от угла ромбоэдра q следующим образом:

Расчеты показывают, что при кубической упаковке пористость составляет 0,476, а плотность смеси 1,3 г/см3; при гексагональной упаковке, соответственно, 0,259 и 1,85 г/см3. Приведенные цифры соответствуют плотности реальных формовочных смесей.
Реальная литейная форма, состоящая из зерен различной величины, имеет весьма сложную структуру. Однако благодаря упрощению структуры литейной формы удается раскрыть законы, управляющие процессами фильтрации газов и жидкостей через формовочные смеси, и дать протекающим при этом процессам количественную оценку.
Течение жидкости по капиллярам подчиняется закону Пуазейля

где VK- объем жидкости, протекающей через один капилляр; r - радиус капилляра; t - время;
p1,p2- давление на входе и выходе капилляра, соответственно;
/ - длина капилляра;
h - динамическая вязкость жидкости.
Это уравнение справедливо для капельных жидкостей, которые при постоянной температуре имеют практически неизменяемый объем. Для газов постоянной величиной является произведение V-p. Для того, чтобы уравнение (2.1) можно было применить к газам, его левую часть следует умножить на P-давление, при котором определяется объем проходящего газа. При этом правая часть уравнения должна, быть, (Р1+Р2)/2, т.е. на среднее давление, которое испытывает газ в образце. Кроме того, допускают, что капилляры расположены перпендикулярно поверхности образца и параллельно друг другу. Тогда длина капилляра l будет равна толщине образцов b. При этом формула (2.1) преобразуется

Если исследуемый материал пронизан капиллярами в количестве N штук на 1 см2 площади поверхности f то для получения общего расхода газа надо обе части уравнения (2.2) умножить на Nf.
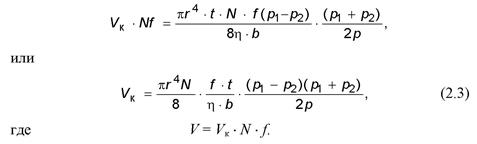

поэтому представляет собой некоторую величину, характеризующую данный материал, которая называется абсолютным коэффициентом проницаемости

При малых перепадах давлений формулу (2.4) можно упростить

В системе СИ единицей G является квадратный метр.
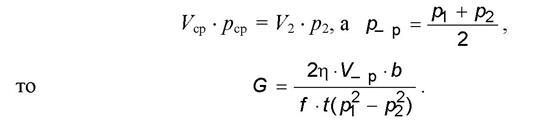
Формула для определения абсолютного коэффициента проницаемости выведена с условием фильтрации жидкостей как практически несжимаемых сред. При фильтрации газа значения V в формуле (2.5) следует заменить на средний объем газа Vcp. Но так как
Анализируя формулу (2.5), можно сделать следующие выводы.
Чем больше площадь поперечного сечения образца, необходимая для прохождения данного газа объемом V в данный промежуток времени t с данным перепадом давлений Dр. тем меньше абсолютный коэффициент проницаемости смеси. С уменьшением продолжительности прохождения газа объемом V через образец увеличивается абсолютный коэффициент проницаемости формовочной смеси. Увеличение высоты образца является одной из причин, препятствующих прохождению газа. Чем меньше высота образца, которая требуется для прохождения газа объемом V в данный промежуток времени I. тем ниже абсолютный коэффициент проницаемости смеси (сопротивление прохождению газов). Чем выше допустимая вязкость газа ц. обеспечивающая прохождение его объема V через образец в течение времени t, тем больше абсолютный коэффициент проницаемости смеси. Последний не зависит от размеров образца и определяется только внутренней структурой материала. Так, например, при изменении величины b в формуле (2.5) абсолютный коэффициент проницаемости смеси G не меняется, а изменяются продолжительность прохождения газа t и разность давлений Dр.
Реальная формовочная смесь отличается от фиктивной следующими основными особенностями: частицы реальной смеси имеют различную крупность и отличаются по форме от сфер;
- частицы уплотненной смеси соприкасаются между собой не в точках, а на площадках;
- различные элементарные ячейки в пределах одного микроскопического объема формовочной смеси с той или иной степенью уплотнения имеют различную укладку частиц.
Абсолютный коэффициент проницаемости G обычно указывается применительно к определенному газу или жидкости (воздух, газ, вода). В этом случае из формулы (2.5) исключается вязкость, и такой параметр получает наименование коэффициента проницаемости, соответствующего тому газу или той жидкости, которые пропускаются через образец. Например, коэффициент воздухопроницаемости

Эта формула строго теоретически может быть применима лишь при ламинарном течении жидкости или газа через образец. В литейном производстве обычно пользуются термином “газопроницаемость формовочных смесей”. Под газопроницаемостью формовочной смеси подразумевается ее способность пропускать через имеющиеся поры воздух, газы и пары воды. Если Ар выразить в Н/м2, то единицей газопроницаемости будет м4/Н-с.
Если давление на выходе принять равным единице, то газопроницаемость смеси
