Класс
Токарный станок, оборудованный вспомогательным оборудованием для нарезания резьбы, называют токарно-винторезным станком.
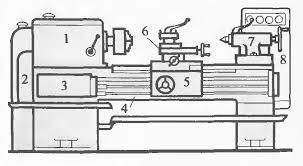
1 – передняя бабка с коробкой скоростей, 2 – гитара сменных колес, 3 – коробка подач, 4 – станина, 5 – фартук, 6 – суппорт, 7 – задняя бабка, 8 – шкаф с электрооборудованием.
1. Передняя бабка - чугунная коробка, в которой находится главный рабочий орган станка — коробка скоростей и шпиндель. Шпиндель – имеет вид полого вала. Справа на шпинделе крепятся приспособления, зажимающие заготовку.
2. Гитара - предназначена для настройки станка на нужную величину подачи.
3. Коробка подач – это механизм, которые передает вращение от шпинделя к ходовому винту или ходовому валу.
4. Станина - массивное чугунное основание, где смонтированы основные механизмы станка.
5. Фартук.
6. Суппорт — механизм для обеспечения движения подачи и установки резца. Движение подачи может производиться механически или вручную.
7. Задняя бабка - предназначается для поддержания конца длинных заготовок в процессе обработки, а также для закрепления и подачи стержневых инструментов (сверл, зенкеров, разверток).
8. Электрооборудование станка размещено в шкафу. Включение и выключение электродвигателя, пуск и остановка станка, управление коробкой скоростей и коробкой подач, управление механизмом фартука и т. д. производится соответствующими органами управления (рукоятками, кнопками, маховичками).
Токарно-винторезный станок самый распространенный и универсальный, является технологической машиной и относится к группе металлорежущих станков.
Токарно- винторезный станок берет начало от примитивного приспособления, имеющего ручной привод, к современному станку с программным обеспечением. В примитивном приспособлении необходимо было 2 людей: один вращал заготовку, другой – держал резец и перемещал его при обработке. Позже для вращения начали использовать лук, который приводился в движение действием ноги. И только после изобретения суппорта приспособление приобрело вид станка для точения. Впервые такой станок изготовил русский механик Андрей Нартов в начале 17 века. Чтобы заготовка вращалась, стали подводить механическую энергию водяной мельницы, паровой машины и т.д.
В дальнейшем станок совершенствовался путем механизмов, которые
обеспечивают вращение заготовки и перемещения резцов, взаимодействие эти движений, управление станком.
На данном этапе в школьных мастерских используются
токарно-винторезные станки, которые предназначены для обработки тел вращения (валов, колец, дисков и др.), нарезания резьбы и сверления осевых отверстий.
Основной режущий инструмент для выполнения простейших операций по обработке металла на токарно-винторезном станке – это резец.
Токарные резцы различаются:
По направлению подачи: правые, левые;
По конструкции головки: прямые, отогнутые;
По способу изготовления: цельные, составные;
По сечению стержня: прямоугольные, круглые, квадратные;
По виду обработки: проходные, упорные, подрезные, отрезные, фасонные, резьбонарезные, расточные.
Назначение резцов:
Проходные – для обработки внешних поверхностей;
Упорные - для обработки уступов;
Подрезные – для обработки торцов;
Отрезные – для отрезания заготовок;
Резьбовые – для нарезания резьбы;
Расточные – для обработки внутренних поверхностей;

Резец состоит из рабочей части, или головки, и тела резца (державки):

В головке различают переднюю поверхность, по которой сходит стружка при резании, и две задние. Задняя поверхность, обращённая в поверхности резания, называется – главной задней поверхностью, вторая задняя поверхность – вспомогательной задней поверхностью. Линия пересечения передних и задних поверхностей называются режущими кромками. Кромка, образованная передней и главной задней поверхностями, называется главной режущей кромкой.
Резцы устанавливаются на станке в резцедержателе, при помощи винтов крепления, заготовку помещают в самоцентрирующий трёхкулачковый патрон на глубину не менее 20-25мм и сжимают кулачками при помощи ключа. Заготовка не должна выступать из патрона на величину свыше пяти её диаметров.
Контроль размеров производят: металлической линейкой; предел измерения до 1мм, штангенциркулем; предел измерения до 0.1 мм, микрометром; предел измерения до 0.01мм.